Introduction
Manufacturing facilities face a persistent challenge: undetected deviations in machine performance that cascade into scrap, unplanned downtime, and missed quality standards. A spindle running hotter than specification, gradual tool wear, or a hydraulic system losing pressure—these subtle shifts often go unnoticed until defective parts reach inspection or machines fail catastrophically. Deloitte estimates unplanned downtime costs industries $50 billion annually, with poor maintenance strategies reducing asset capacity by 5% to 20%.
Process monitoring and control solves this by giving operations teams real-time visibility into critical parameters and the ability to act before problems escalate. This guide covers what process monitoring and control is, how these systems work, which parameters matter most, and proven implementation steps for high-volume machining and precision manufacturing.
TLDR
- Process monitoring observes critical variables (temperature, pressure, vibration, cycle time) continuously to keep production within specifications
- Systems connect sensors, PLCs, HMI interfaces, and SCADA platforms into closed-loop control
- Implementation sequence: define objectives, select sensors, integrate systems, set thresholds, then optimize
- Results include 30-50% downtime reduction, 10-40% lower maintenance costs, and measurable scrap reduction
What Is Process Monitoring and Control?
Industrial process monitoring is the continuous observation and measurement of critical variables within a production environment to ensure processes operate within specified parameters. It's worth distinguishing this from business process management (BPM), which is a common source of confusion.
The ISA-95 standard explicitly separates manufacturing control (sensors, PLCs, SCADA at Levels 0-3) from business functions (ERP systems at Level 4). Process monitoring operates at the physical production level, not the enterprise planning level.
Process control is the active adjustment of inputs or conditions in response to monitored data. The two functions work as a pair: monitoring detects deviations, control corrects them. How tightly they're coupled determines whether a system is open-loop or closed-loop.
Open-Loop vs. Closed-Loop Control
Open-loop control follows a fixed sequence without real-time feedback. A CNC machine running a preset program without checking results exemplifies open-loop operation—it executes commands regardless of actual conditions.
Closed-loop (feedback) control continuously measures output and adjusts inputs to correct deviations. Consider a CNC machining operation where sensors monitor spindle load and vibration. When cutting forces exceed thresholds, the controller automatically reduces feed rate to prevent tool breakage. The feedback cycle runs continuously:
- Measure current output against target
- Detect any deviation from the setpoint
- Adjust inputs to correct the deviation
- Measure again to confirm the correction
This loop repeats in real time, maintaining stability without operator intervention.

Key Components of a Process Monitoring and Control System
An effective monitoring and control system comprises several interconnected layers. Each layer serves a specific role, and overall system reliability depends on the weakest component.
Sensors and Data Acquisition
Sensors form the foundation. They measure physical variables—temperature, pressure, vibration, flow, position—at the source and convert them into electrical signals that controllers can interpret. Vibration monitoring alone accounted for 26% of the $3.78 billion machine condition monitoring market in 2025, reflecting its importance in predictive maintenance.
Sensor selection must match:
- The specific variable being measured
- Environmental conditions (heat, chemical exposure, vibration)
- Required precision and response time
- Compatibility with existing infrastructure
Poor sensor selection or calibration introduces errors that compromise the entire system.
Controllers and PLCs
Programmable logic controllers (PLCs) receive data from sensors, compare it against predefined parameters, and trigger automated responses. When coolant temperature exceeds limits, the PLC might activate additional cooling, slow the process, or trigger an alarm. Controllers maintain process stability through continuous decision-making based on real-time data.
Human-Machine Interface (HMI)
HMI provides the operator-facing layer—dashboards and visual displays that translate raw data into actionable information. Operators monitor live process status, acknowledge alerts, and make manual adjustments through the HMI. Well-designed interfaces reduce training time and minimize operator error.
The ISA-101 standard addresses HMI design, covering human factors engineering, console layout, alarm management, and situational awareness. Following these principles helps distinguish critical information from background noise, reducing alarm fatigue.
Controlink Systems builds HMI interfaces for shop-floor environments with operators in mind — straightforward navigation, minimal computer skill required, and layouts designed to reduce training time from day one.
Communication Networks and Protocols
Communication networks connect sensors, controllers, HMIs, and centralized systems. Protocol choice affects speed, reliability, and compatibility with existing equipment.
Common industrial protocols:
| Protocol | Type | Key Characteristics |
|---|---|---|
| Modbus | Fieldbus/TCP | Widely supported, simple, works with legacy systems |
| PROFINET | Industrial Ethernet | Real-time communication, 78.8 million installed nodes in 2024 |
| EtherCAT | Industrial Ethernet | Ultra-high real-time performance for complex motion control |
| CAN | Fieldbus | Efficient, automotive-derived, reliable for smaller systems |
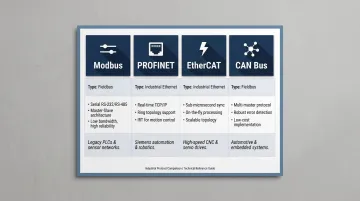
Protocol selection matters most when mixing older and newer equipment. Controlink Systems has spent over 25 years integrating Modbus, Profinet, EtherCAT, CAN, and serial protocols into working shop-floor systems — including environments where legacy machines and modern controllers have to coexist.
Centralized Control Platforms (SCADA/DCS)
SCADA (Supervisory Control and Data Acquisition) and DCS (Distributed Control System) platforms aggregate data from across the facility. They enable system-wide visibility, support historical data logging, and allow supervisory control decisions. SCADA operates at Level 3 in the ISA-95 model, managing manufacturing operations in larger or multi-machine environments where coordinated oversight is essential.
Critical Parameters Monitored in Manufacturing Processes
Effective monitoring targets the variables that actually drive outcomes — quality, uptime, and process consistency. While the exact parameters differ by application, the categories below appear across nearly every manufacturing environment.
Temperature and Pressure
Temperature and pressure rank among the most universally monitored parameters. Deviations cause material defects, equipment damage, or safety hazards.
Examples where precise control is non-negotiable:
- Heat treatment processes requiring specific thermal profiles
- Hydraulic systems where pressure affects force and speed
- Injection molding where temperature and pressure determine part quality
Flow Rate and Fluid Levels
Flow rate and fluid levels are critical wherever coolant, lubricants, hydraulic fluids, or process gases are involved. In CNC machining, insufficient coolant flow directly causes excessive tool wear and part defects — problems that compound fast once they start.
Vibration and Tool Wear
Vibration monitoring on CNC machines and rotating equipment serves as an early indicator of tool wear, bearing failure, or improper fixturing. BC Machining achieved near 100% failure detection using high-frequency torque data and advanced algorithms, resulting in $72,000 annual savings per machine by reducing lost parts and sorting costs.
That kind of result depends on catching anomalies early — before they produce out-of-spec parts or trigger unplanned machine stoppages.

Dimensional Tolerances and Part Quality
In-process or end-of-line dimensional measurement allows immediate detection of out-of-tolerance conditions. Monitoring part dimensions during or after machining prevents defective parts from advancing through the production line, reducing rework and scrap costs.
Process Timing and Cycle Time
Monitoring cycle time per operation helps identify machine drift, bottlenecks, or inefficiencies. A machine consistently running slower than its target cycle time signals an emerging problem worth investigating before it affects throughput or quality.
How to Implement Process Monitoring and Control
This section provides a practical step-by-step guide for manufacturing teams deploying or upgrading a monitoring and control system. While specific tools vary, the underlying process remains consistent across industries.
Step 1: Define Objectives and Identify Critical Variables
Implementation begins with clarity. Teams must define what "good" looks like for each process, then identify which variables most directly affect product quality, safety, and efficiency.
Avoid monitoring everything—focus on variables that matter most. A common mistake is collecting excessive data without clear purpose, creating noise instead of insight.
Step 2: Select Appropriate Sensors and Measurement Equipment
Match sensor type and specifications to each variable and environment. Consider:
- Measurement range and accuracy requirements
- Response time needed for effective control
- Compatibility with process conditions (high heat, chemical exposure, vibration)
Poorly calibrated or mismatched sensors introduce errors that compromise the entire system. Work with experienced integrators to ensure proper selection.
Step 3: Integrate with Control Systems and Infrastructure
Connect sensors to controllers (PLCs), choose appropriate communication protocols, and link everything to a centralized platform (SCADA or similar). This integration phase requires specialized expertise.
At Controlink Systems, we've spent over 25 years integrating sensors, PLCs, HMIs, and communication protocols — Modbus, Profinet, EtherCAT, CAN, and serial — into unified shop-floor monitoring systems. We specialize in connecting diverse equipment types and bridging legacy systems with modern platforms.
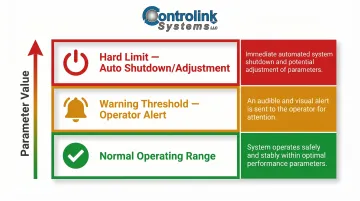
Step 4: Set Control Limits, Thresholds, and Alerts
Define acceptable operating ranges for each monitored parameter and configure automated alerts or control responses when limits are exceeded.
Distinguish between:
- Warning thresholds — Flag conditions that need operator attention before they escalate into defects or downtime
- Hard limits — Automatically adjust or shut down the process to prevent equipment damage, scrap, or safety incidents
Proper threshold setting balances sensitivity (catching real problems) with specificity (avoiding false alarms).
Step 5: Continuously Monitor, Analyze, and Optimize
Implementation is an ongoing discipline, not a one-time project. Once the system is live, teams should:
- Review data trends regularly to spot emerging issues early
- Analyze root causes behind recurring deviations
- Update control parameters as processes evolve or production requirements change
- Use accumulated data to drive continuous improvement across the shop floor
Benefits of Process Monitoring and Control in Manufacturing
Reduced Scrap and Rework
Real-time detection of parameter deviations allows correction before defective parts are produced. Early intervention prevents scrap from propagating through production, directly reducing material waste and rework costs.
Decreased Downtime and Maintenance Costs
Continuous monitoring of equipment health indicators (vibration, temperature, cycle time) enables predictive maintenance. Research shows predictive maintenance reduces maintenance costs by 10-40% and cuts downtime by 30-50%, according to Deloitte.
Catching problems early avoids unplanned breakdowns that are far more costly than planned maintenance. Companies implementing remote monitoring solutions have reported up to 30% improvement in operational efficiency and 25% reduction in maintenance costs, according to Grand View Research.
Improved Product Quality and Compliance
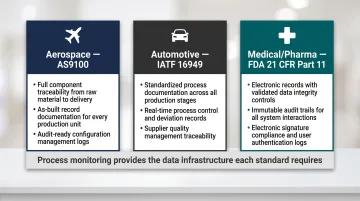
Consistent process control ensures parts meet specifications every cycle. This is especially critical in regulated industries where traceability and process records aren't optional — they're mandatory:
- Aerospace: AS9100 certification requirements
- Automotive: IATF 16949 process documentation standards
- Medical devices: FDA 21 CFR Part 11 electronic records compliance
Industry Applications of Process Monitoring and Control
Manufacturing and CNC Machining
Process monitoring in CNC machine shops tracks spindle performance, cutting conditions, tool wear, and dimensional output. Shop-floor automation systems link machine data to quality records and production reporting, enabling real-time visibility across operations.
Controlink Systems builds these integrations — connecting CNC machines, sensors, and SQL databases so manufacturers can trace every part back to the process conditions that produced it.
Automotive and Aerospace
High-volume, tight-tolerance production in automotive stamping and aerospace component manufacturing relies on continuous process monitoring to maintain consistency across thousands of parts. AS9100 requires full traceability back to component origin, as-built records, tool maintenance logs, and first article inspection. None of that is achievable without effective monitoring infrastructure in place.
Chemical, Pharmaceutical, and Food Processing
In chemical, pharmaceutical, and food processing environments, a process excursion — a temperature spike, a pressure drop, a humidity variance — can mean product loss, contamination, or a regulatory shutdown. FDA 21 CFR Part 11 mandates electronic records and signatures with operational system checks, device validation, and access controls. Process monitoring platforms provide the audit trail these industries require.
Frequently Asked Questions
What is process monitoring and control?
Process monitoring is the continuous observation of critical production variables while process control is the active adjustment of those variables to maintain operations within defined specifications. Both work together in a closed-loop system where monitoring detects deviations and control corrects them.
How does a monitoring and control system work?
Sensors collect data from the process, controllers (typically PLCs) analyze that data against set parameters, and the system either alerts operators or automatically adjusts process conditions to correct deviations—creating a continuous feedback loop.
What are industrial process controls?
Industrial process controls are the hardware and software systems (PLCs, SCADA, sensors, actuators) used in manufacturing environments to regulate physical processes like temperature, pressure, speed, and flow in real time.
What is the difference between process monitoring and process control?
Monitoring is passive: it observes and records what is happening. Control is active—making adjustments to influence the process. Modern systems combine both into integrated closed-loop systems that continuously measure and respond.
What parameters are typically monitored in industrial processes?
Common monitored parameters include temperature, pressure, flow rate, vibration, speed, cycle time, and dimensional tolerances. The specific variables depend on the process type and product quality requirements.
What are the most common types of process control systems?
The three main types are:
- PLCs (Programmable Logic Controllers) — machine-level control
- SCADA systems — supervisory oversight across multiple machines
- DCS (Distributed Control Systems) — facility-wide coordination
Each suits different scale and complexity requirements.