Introduction
A machinist on second shift notices that part dimensions have been drifting slightly on a high-volume production run. By the time the pattern becomes obvious enough to trigger a manual inspection, 150 parts have already been machined—half of them out of tolerance. The scrap bin fills, the shift supervisor fills out paperwork, and the cost of that one missed drift erases the margin on the entire job.
This scenario plays out across CNC machine shops and manufacturing facilities every day. Industrial process monitoring exists to catch problems like tool wear, thermal drift, and fixture errors before they cost time, material, and customer trust.
This guide explains what industrial process monitoring is, how it works, what types exist, the core benefits, and how to implement it in a manufacturing environment.
What you'll learn:
- Definition and purpose of industrial process monitoring
- Main types: real-time, condition-based, predictive, and end-of-line monitoring
- How monitoring systems work, from sensors to analytics
- Key benefits: scrap reduction, downtime prevention, improved utilization, compliance
- Best practices for effective deployment
- Implementation steps for machine shops
TLDR:
- Industrial process monitoring continuously tracks machine parameters to catch deviations before defects or downtime occur
- Shifting to predictive maintenance can cut unplanned downtime by over 50% and reduce maintenance costs significantly
- Effective systems unify sensors, PLCs, communication protocols, and analytics in one platform
- OPC UA and MTConnect let mixed-vintage equipment share data in a single view
- Define critical parameters, set thresholds from real process data, and feed findings into continuous improvement
What Is Industrial Process Monitoring?
Industrial process monitoring is the continuous collection, analysis, and interpretation of data from machines, sensors, and production systems to track performance, detect deviations, and support corrective action. It stands in sharp contrast to reactive troubleshooting, where problems surface only after defects accumulate or machines fail.
The scope is broad. Depending on your goals, monitoring can focus on individual machine parameters or scale up to full production line visibility. Common parameters include:
- Spindle load and cutting temperature
- Vibration and acoustic emissions
- Cycle time and feed rate deviations
- Part dimensions and surface finish metrics
ISO 13374 frames condition monitoring as standardized data acquisition, processing, and health assessment — a framework that applies across CNC machining, stamping, assembly, and testing environments.
Monitoring tells you what is happening; a well-integrated control layer lets you act on it. The most effective systems combine both, giving operators real-time visibility alongside the ability to make adjustments. NIST research shows that moving from reactive maintenance ($18 per horsepower per year) to predictive approaches ($9/hp/yr) cuts direct maintenance costs in half. Breakdown frequency drops by 35% to 98%, depending on the application.
What Are the Main Types of Industrial Process Monitoring?
Real-Time Process Monitoring
Continuous data collection from sensors, PLCs, and connected machines as production happens. This enables instant anomaly detection and alerting—the foundation for any modern shop-floor monitoring strategy. ISA defines this as using instrumentation and automation to ensure products meet quality specifications consistently.
Condition-Based and Predictive Monitoring
Instead of fixed maintenance schedules, these approaches use measured parameters (vibration signatures, temperature trends, load variations) to identify equipment degradation early.
Two distinct strategies fall under this category:
- Condition-based monitoring (CBM): triggers maintenance when a measured parameter crosses a defined threshold
- Predictive maintenance (PdM): uses statistical or machine-learning models to forecast remaining useful life, scheduling repairs before critical thresholds are reached
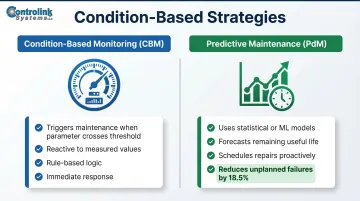
Survey data shows PdM users experience 18.5% less unplanned downtime than preventive-only users in manufacturing environments.
End-of-Line and Compliance Monitoring
End-of-line monitoring verifies that finished parts meet specifications before they leave the line. Compliance monitoring tracks process parameters against regulatory or quality standards and flags deviations automatically.
For automotive (IATF 16949) and medical device (ISO 13485) manufacturers, documented evidence that processes ran within specification is a regulatory requirement, not an option.
How Industrial Process Monitoring Works: Key Components
Sensors and Data Acquisition
Sensors capture raw process data at the machine or line level:
- Thermocouples and pyrometers for temperature
- Accelerometers for vibration and chatter detection
- Pressure transducers and flow meters
- Current sensors for spindle load and motor power
- Vision systems for tool wear and surface inspection
Research published in CIRP Journal of Manufacturing Science and Technology details how fused force and vibration features achieve 95% accuracy in tool wear detection. Modern deployments combine wired sensors on critical assets with wireless sensors where cabling is impractical. The quality of this layer determines the quality of everything downstream.
Control Layer — PLCs and HMIs
Programmable logic controllers (PLCs) sit between physical machines and the software layer, collecting and structuring operational data. Human-machine interfaces (HMIs) surface this data for operators. A well-designed monitoring system integrates with existing control hardware rather than replacing it, preserving operational continuity and protecting prior investment.
Communication Protocols and Data Integration
Data must move reliably from field devices to analysis systems using standardized protocols:
- Modbus, Profinet, EtherCAT, CAN for fieldbus communication
- OPC UA for platform-independent, secure machine-to-enterprise data exchange
- MTConnect for CNC machine tool connectivity
- Serial (RS-232) for legacy equipment
Protocol standardization makes it possible to aggregate data from machines of different ages and manufacturers into a unified view. A defense contractor case study documented OEE rising from 44% to 61% after integrating diverse CNCs using RS-232, TCP/IP, MTConnect, and I/O gateways—proof that mixed-protocol brownfield environments can be unified without wholesale replacement.
The OPC UA companion specifications for CNC and Machine Tools define a common monitoring vocabulary, reducing custom connectors and speeding time-to-value.
Analytics, Dashboards, and Alarm Management
Incoming data is processed, visualized on customizable dashboards, and evaluated against defined thresholds. Effective alarm management filters noise so genuine issues surface clearly. Historical data trending allows teams to distinguish normal variation from true anomalies.
ISA-18.2 and IEC 62682 define lifecycle practices for alarms—from philosophy through design, implementation, and performance measurement. Proper alarm rationalization prevents nuisance alarms and operator fatigue.
For shops dealing with this exact challenge, Controlink Systems LLC's process monitoring solutions connect directly to PLCs, SQL databases, CNC controllers, and a broad range of communication protocols. That means existing equipment can feed into a unified monitoring environment without requiring a full system replacement.

Key Benefits of Industrial Process Monitoring
Reduced Scrap and Improved Quality
Continuous in-process monitoring catches deviations—tool wear, thermal drift, fixture errors—before bad parts accumulate. When machinists are alerted to drift in real time, corrections can be made mid-run rather than after a batch is lost.
NIST synthesis shows advanced maintenance and process monitoring associated with 14% to 90% reductions in defects and rework, depending on application. The cost of poor quality (COPQ) typically ranges 5% to 35% of sales in manufacturing—process monitoring directly attacks this waste.
Reduced Unplanned Downtime Through Predictive Maintenance
Monitoring vibration, temperature, and load signatures over time allows maintenance teams to identify equipment degradation early and schedule repairs during planned windows.
Siemens' 2024 downtime study reports automotive downtime now averages $2.3M per hour, and predictive maintenance programs cut unplanned downtime by 50% and maintenance costs by 40%. Manufacturing survey data shows establishments moving from reactive to preventive see a 52.7% reduction in downtime rates.
Increased Machine Utilization and Throughput
Visibility into actual cycle times, idle time, and production bottlenecks enables shops to optimize scheduling, reduce unnecessary stoppages, and get more productive time from existing equipment.
Modern Machine Shop's Top Shops survey reports median OEE of 73% for top performers vs. 65% for peers, with world-class at 85%+. The brownfield integration case mentioned earlier saw OEE jump from 44% to 61% in months—a 39% improvement by making machine state data visible and actionable.
Better Decision-Making Through Real-Time Data
That visibility extends beyond throughput. When production data is accessible in real time—rather than recorded manually or reviewed after the shift—supervisors and engineers can respond to problems as they develop, not hours later. Shift reports based on live data replace end-of-day tallies that arrive too late to course-correct.
Regulatory Compliance and Traceability
Industries such as automotive, aerospace, and medical device manufacturing require documented evidence that processes ran within specification. Automated process monitoring creates an auditable trail of production data, reducing the manual effort of compliance reporting and lowering the risk of audit failures.
Industries such as automotive, aerospace, and medical device manufacturing require documented evidence that processes ran within specification. Automated monitoring creates an auditable data trail without manual record-keeping, which matters across several compliance contexts:
- Automotive: IATF 16949 process control documentation
- Aerospace & Defense: AS9100 production records and first-article inspection data
- Medical Devices: FDA 21 CFR Part 820 process validation requirements
- General Manufacturing: ISO 9001 nonconformance tracking and corrective action records

This reduces the manual effort of compliance reporting and lowers the risk of audit failures across all of these regulated environments.
Key Rules and Best Practices for Effective Process Monitoring
Define What You Are Monitoring and Why Before Deploying Technology
Effective monitoring starts with identifying which process parameters are critical to quality, safety, or throughput. Without this scoping step, shops end up collecting data they don't act on.
Critical parameters to track in machining:
- Spindle torque and load
- Tool life counters and wear indicators
- Coolant temperature and flow rate
- Part dimensions (in-process and final)
- Cycle time and idle time
Once you know what matters, you can set meaningful thresholds — rather than defaulting to whatever the software ships with.
Align KPIs and Alert Thresholds with Actual Process Requirements
Alarm thresholds should be grounded in the real capability of each machine and process, not generic defaults. Overly broad thresholds generate noise and erode operator trust; overly tight thresholds cause alert fatigue.
Best practice — establishing control limits:
- Run the process under normal, stable conditions
- Collect a representative data sample (minimum 20-30 cycles)
- Calculate statistical limits (mean ± 3 standard deviations)
- Set alarms at those calculated boundaries, then adjust based on observed false-alarm rate
Integrate Monitoring with Existing Workflows and Systems
Monitoring data only drives improvement if it connects to the people and systems that act on it. Link process monitoring outputs to maintenance scheduling, quality records, and ERP or DNC systems so findings automatically trigger the right response rather than sitting in a dashboard no one reviews.
The brownfield case study shows this in practice: real-time OEE and machine-state data fed directly into operational decisions, cutting response time compared to environments where monitoring data lived in a separate, unreviewed system.
Build a Closed-Loop Improvement Cycle
Monitoring should feed continuous improvement. Issues detected through monitoring should trigger root cause analysis, process adjustment, and re-evaluation of control limits.
The basic loop:
- Monitor – Collect data continuously
- Detect – Identify deviations from normal
- Analyze – Determine root cause
- Adjust – Change process, tool, or parameter
- Verify – Confirm the fix worked
- Repeat – Update baselines and keep improving

Each pass through the loop tightens your control limits and reduces the frequency of repeat failures — the monitoring system earns its value through iteration, not installation.
How to Implement Industrial Process Monitoring in Your Facility
Start with an Audit of Existing Equipment and Data Availability
Most shops have more instrumentation than they actively use. An inventory of existing PLCs, sensors, CNC controllers, and communication capabilities reveals what data is already accessible and where gaps exist before any new hardware is purchased. The scope of additional instrumentation needed is usually smaller than expected.
Follow a Structured Implementation Sequence
Phase 1: Define monitoring goals and critical parameters
What problems are you solving? Which machines or processes are highest priority? What parameters matter most?
Phase 2: Establish connectivity
Connect field hardware (sensors, PLCs, CNCs) to the monitoring platform using appropriate protocols (OPC UA, Modbus, Serial, etc.).
Phase 3: Configure dashboards, alarm logic, and user roles
Build views that operators and engineers actually need. Set alarm thresholds based on baseline data, not guesswork.
Phase 4: Validate data accuracy
Confirm that data flowing through the system accurately reflects actual machine state. Cross-check sensor readings against known conditions.
Phase 5: Train operators and maintenance staff
Operator adoption is as important as the technical deployment. Train users on interpreting and acting on monitoring outputs, not just reading screens.
The platform you choose affects how quickly you move through these phases. Controlink's process monitoring and DNC software is built to run continuously in shop environments, with interfaces designed to reduce training time and keep operators focused on the data that matters. To discuss what a monitoring solution looks like for your specific equipment, contact Controlink at (800) 838-3479 or support@controlinksystems.com.
Frequently Asked Questions
What is the purpose of industrial process monitoring?
The purpose is to continuously track machine and production parameters so teams can detect deviations early, prevent defects and unplanned downtime, and make data-driven decisions that improve quality, efficiency, and compliance.
What are the main types of industrial process monitoring?
Three primary types cover most manufacturing environments:
- Real-time monitoring — continuous data capture as production runs
- Condition-based and predictive monitoring — tracking equipment health to anticipate failures
- End-of-line or compliance monitoring — verifying finished product quality and adherence to standards
What are the key rules of industrial process monitoring?
Four principles separate effective implementations from ones that stall:
- Define critical parameters before deploying any technology
- Set alert thresholds based on actual process capability, not defaults
- Integrate monitoring outputs with the systems and people who act on them
- Use findings to drive a closed-loop improvement cycle
What sensors and data are typically collected in industrial process monitoring?
Common parameters include:
- Temperature, pressure, and flow rate
- Vibration, current draw, and spindle load/torque
- Cycle time and part dimension data
The right parameters depend on what is critical to quality or machine health in your specific process.
How does industrial process monitoring reduce scrap and downtime in manufacturing?
Real-time monitoring detects process drift (tool wear, thermal variation, fixture shifts) before out-of-tolerance parts accumulate. Condition monitoring of equipment identifies degradation early enough to schedule maintenance before failure—both outcomes directly cut scrap rates and unplanned stoppages.
What is the difference between process monitoring and process control?
Monitoring collects and surfaces data about what is happening in a process, while control enables authorized users or automated systems to take action based on that data. When combined in a single platform, teams can close the loop — moving from detection to corrective action without switching tools or systems.