Without integration, machines generate incompatible data formats, operators transcribe readings manually between systems, and process deviations go undetected until scrap accumulates. For CNC shop operators, automation leads, and manufacturing facility managers, integration is operationally critical: it determines whether your process runs as a controlled, observable system or as a collection of disconnected components.
Key Takeaways
- Process control integration connects PLCs, HMIs, SCADA, sensors, and protocols so industrial systems share data and respond in real time
- Drives consistency at scale, cuts downtime, eliminates manual data collation, and enables real-time adjustments
- Integration follows: needs assessment → protocol selection → implementation → testing and commissioning
- Success depends on protocol compatibility, legacy system readiness, and well-defined process requirements
- Not every operation needs integration — simple processes, tight budgets, or stable stand-alone systems may not justify the investment
What Is Process Control System Integration?
Process control system integration connects individual control components—PLCs, HMIs, SCADA, sensors, and communication networks—so they function as one coordinated system rather than isolated units. The result is automated decision-making where sensor inputs trigger actuator and controller responses without constant human intervention.
When integration is done right, data from every node is visible in one place, giving operators a complete picture of the production process at a glance.
That scope sets process control integration apart from two adjacent disciplines:
- General IT integration connects enterprise software like ERP and CRM over standard networks
- Basic PLC programming configures a single controller in isolation
- Process control integration ties together field-level hardware, control logic, and supervisory systems across an entire physical production process — with deterministic, low-latency requirements that IT systems don't face
According to NIST SP 800-82 Rev. 3, operational technology (OT) systems like process control prioritize safety and reliability over data confidentiality, with failures causing physical changes rather than data breaches.
Why Manufacturers Rely on Process Control System Integration
Operational Demands That Drive Integration
Manufacturers require consistency at high throughput, traceability for quality control, and real-time corrective action when process variables drift. Manual data collection and disconnected systems cannot meet these demands at scale.
The Cost of Non-Integration
Without integration, manufacturing environments experience:
- Incompatible data formats from machines that can't communicate with each other
- Transcription errors and delays when operators move readings between systems by hand
- Scrap that accumulates before anyone catches a process drift
- No unified production record when audits or troubleshooting demand one
Siemens' 2024 "True Cost of Downtime" report found automotive manufacturers now lose $2.3 million per hour of unplanned downtime—a 113% increase from 2019. Heavy discrete manufacturing saw downtime costs rise 319% over five years. These figures dramatically outpace the 19% general inflation during the same period.
Regulatory and Operational Drivers
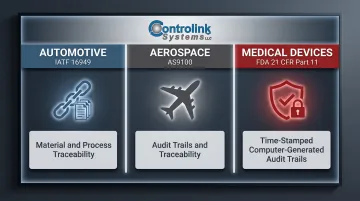
In regulated sectors, integration isn't optional:
- Automotive (IATF 16949): Requires documented traceability of materials, processes, and components throughout the manufacturing lifecycle
- Aerospace (AS9100): Mandates audit trails and traceability specific to aerospace quality standards
- Medical Devices (FDA 21 CFR Part 11): Requires computer-generated, time-stamped audit trails that record operator entries, actions, and preserve previous information for FDA inspection
In CNC machine shops and stamping plants, integration directly reduces scrap and improves machine utilization. Running outdated program files instead of the latest engineering-approved versions is a leading cause of costly rework — a problem eliminated when file distribution is automated.
Controlink Systems LLC has spent over 25 years helping CNC machine shops build these connections. By interfacing SQL databases, PLC hardware, and multi-axis motion controllers using protocols like Modbus, EtherCAT, and Profinet, Controlink's integrations translate to measurable shop-floor gains: operators retrieve CNC programs without leaving their machines, corrected programs flow automatically to engineering review folders, and what once took 30 minutes of manual entry now takes seconds.
How Process Control System Integration Works
Integration creates a communication fabric that allows each component to share state information, trigger actions in adjacent systems, and feed data to a supervisory layer. The result: a process that runs in a controlled, observable way without manual hand-offs between systems.
Assess and Define Integration Requirements
Before selecting hardware or software, define the integration scope. Document:
- What systems currently exist and what data each produces or needs
- Process control objectives (e.g., maintain temperature within tolerance, synchronize conveyor speed)
- Where communication currently breaks down
- What data flows are required between systems
LNS Research identified three failure modes for industrial transformation programs—Failed Leapfrogging, Pilot Purgatory, and Zombie Programs. All three trace back to organizational misalignment, not technology gaps. Requirements that aren't defined before hardware or software selection are the common thread.
Select Communication Protocols and Architecture
The integration architecture determines how systems communicate. Protocol selection must account for:
- Existing equipment capabilities
- Required data transfer speed
- Network topology
- Compatibility across devices
HMS Networks' 2024 report shows Industrial Ethernet now accounts for 71% of all new connected nodes in factory automation, up from 66% in 2022. Traditional fieldbus dropped to 22%.
Common protocols by use case:
| Protocol | Type | Speed | Primary Use Case |
|---|---|---|---|
| Modbus RTU | Serial fieldbus | 9.6-115.2 kbps | Simple sensor/actuator communication; legacy equipment |
| Modbus TCP | Ethernet | 10/100 Mbps | Modbus over TCP/IP; brownfield Ethernet upgrades |
| PROFINET | Industrial Ethernet | 100 Mbps - 1 Gbps | Discrete manufacturing, factory automation, I/O and drive communication |
| EtherCAT | Industrial Ethernet | 100 Mbps | High-speed motion control, CNC, robotics; sub-microsecond jitter |
| OPC-UA | Application layer | Transport-independent | Multi-vendor interoperability, vertical data exchange from shop floor to enterprise |
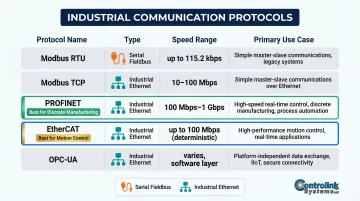
PROFINET leads market share at 23% with 78.8 million installed nodes at end of 2024. EtherCAT is optimized for motion control applications, achieving cycle times of 100 microseconds or less and jitter below 1 microsecond—essential for CNC and robotics where timing precision matters.
Incompatible protocols require gateways or translation layers, which add complexity and potential failure points. Protocol selection should follow application requirements first. Once the right protocols are confirmed, the implementation phase can begin with a clear communication baseline in place.
Implement, Configure, and Commission
Physical connections are made, control logic is configured in PLCs and SCADA, HMI screens are built to expose process data, and integration points are tested systematically:
- Individual device communication - Verify each device responds correctly
- Subsystem interactions - Test data flow between connected components
- Full-process simulation under load - Run the integrated system through normal conditions, edge cases, and fault conditions
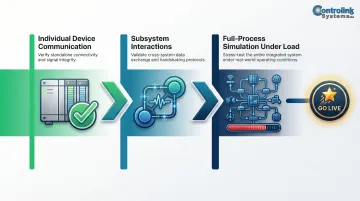
Commissioning must validate that the integrated system responds correctly before live production. A system that connects but hasn't been stress-tested against fault conditions isn't ready.
ISA/IEC 62443 standards require formal change management processes to ensure security impacts are reviewed before any hardware, software, or network modifications. Skipping this step after go-live is how integrated systems accumulate undocumented changes that become difficult to troubleshoot later.
Key Factors That Determine Integration Success
Communication Protocol and Hardware Compatibility
The biggest technical barrier is legacy equipment using proprietary or obsolete protocols that don't communicate with modern control platforms. Rockwell Automation describes the discontinued Allen-Bradley PLC-5 as having one of the largest installed bases of any control platform, with spare parts and skilled engineers "increasingly scarce."
Assessment steps:
- Identify what protocols existing equipment supports
- Determine if gateway devices or middleware can bridge gaps
- Recognize that bridging adds latency and introduces additional failure points
For older CNC controllers with RS-232 serial only, wireless device servers like MOXA NPort W2150A convert serial connections to Ethernet/IP, eliminating extensive physical wiring while maintaining legacy compatibility.
Operating Environment and Process Complexity
A single-loop temperature control system in a batch oven is straightforward to integrate. A multi-axis CNC machining cell with DNC file transfers, tool offset management, spindle load monitoring, and real-time SPC feedback involves far more interdependencies — and each one is a potential integration failure point.
Map complexity before integration begins:
- How many control loops interact?
- What data flows between systems?
- What timing constraints exist?
- What failure modes must be handled?
Legacy System Readiness and the Upgrade vs. Integrate Decision
Older PLCs, CNCs, and controllers may lack the memory, I/O capacity, or communication ports needed for modern integration. Before committing resources, evaluate each piece of equipment against two clear paths:
Retain and integrate when:
- Equipment is mechanically sound and meets production requirements
- Communication adapters can bridge the protocol gap without introducing unacceptable latency
- The cost of replacement exceeds the value of integration by a clear margin
Replace when:
- Hardware lacks processing power to handle modern protocols
- Maintenance costs and downtime risk exceed replacement cost
- Security vulnerabilities cannot be mitigated through network segmentation alone
A legacy PLC that drops packets under heavy polling load doesn't just slow one line — it can corrupt data upstream and trigger cascading alarms across the entire architecture.
Scale, Throughput, and Data Volume Considerations
Integration that works with two machines and one SCADA node may fail at 20 machines, multiple production lines, and high-frequency sensor polling. Design integration architecture with future capacity in mind:
- Network bandwidth: Size for peak load, not average load — burst traffic during shift changes can saturate undersized switches
- Controller scan rates: PLCs polling at 10ms intervals will miss events if scan cycles extend under heavy I/O load
- Data historian capacity: Estimate growth at 12 and 36 months, not just day-one volume

Vendor tools like Rockwell's Network Configuration tool and Siemens' SINETPLAN can model these limits before any hardware is purchased.
Common Misconceptions and When Integration May Not Be Appropriate
Misconception: Integration Is a One-Time Project
Many teams assume that once systems connect, integration is "done." This is false.
Every equipment change, software update, or process modification can disrupt integration points. IEC 62443-2-4 requires documented change management and security impact analysis for every IACS modification.
Integration requires ongoing configuration management, documentation, and version control to remain reliable. Budget for it accordingly: it's an operational commitment, not a capital project with a completion date.
Misconception: Connecting Systems Automatically Improves Outcomes
Integration amplifies what is already there. If a process is poorly controlled as a stand-alone system, integrating it will propagate those problems faster and across more systems.
The principle: fix before you connect.
iSixSigma warns that "automating a broken process yields nothing more than waste and at a rapid pace." A process must be stable and capable with low variation before integration, because automated systems cannot handle exception flows they weren't programmed for. Use SPC control charts to verify the process is in statistical control—data points within ±3 standard deviations—before integration begins.
When Integration May Not Be the Right Choice
Integration adds cost and complexity without proportional benefit in these scenarios:
- Stand-alone processes with no data sharing needs
- Very small shops operating a single machine with one operator
- Stable processes that aren't tied to any quality or throughput bottleneck
- Situations where integration cost clearly exceeds the efficiency gain
- Projects driven by vendor pressure or technology trends rather than a defined operational problem
The right question isn't "can we integrate?" It's "what specific problem does integration solve, and is the process ready for it?"
Frequently Asked Questions
What is control system integration?
Control system integration connects industrial control components—PLCs, HMIs, SCADA, sensors, and communication networks—into a unified system where each component shares data and responds to others, enabling automated and coordinated control of a process.
What are the 4 types of system integration?
The four main types are vertical integration (field devices to enterprise systems), horizontal integration (systems at the same level across a facility), star integration (a central hub connecting all systems), and point-to-point integration (direct connections between individual systems). For manufacturing process control, vertical and horizontal integration are the most commonly applied.
What are the three types of process control?
The three foundational strategies are feedback control (correcting outputs based on measured results), feedforward control (adjusting inputs before a disturbance reaches the output), and cascade control (one loop's output drives the setpoint of an inner loop). Effective integration is what makes these strategies viable across multi-system processes.
What is an example of process integration?
A CNC machining cell is a clear example: a DNC system transfers the correct program file to the machine, a PLC monitors spindle load and coolant flow, and a SCADA dashboard tracks cycle times and flags deviations. All three communicate over a common industrial network, giving operators a single view of the full process.
What communication protocols are commonly used in process control system integration?
The most prevalent protocols are Modbus (serial and TCP), PROFINET, EtherCAT, CAN, and OPC-UA for higher-level data exchange. Protocol compatibility between field devices and control platforms is one of the most critical technical decisions in any integration project.
What is the difference between process control integration and general IT system integration?
Process control integration works at the field and control level, connecting physical devices and real-time systems with deterministic, low-latency communication requirements. General IT integration links enterprise software such as ERP, CRM, and MES over standard networks, where performance and security constraints differ significantly.