Introduction
Picture this: It's 2:00 AM, and your phone buzzes with an alert. One of your critical CNC machines is running 15°F above normal operating temperature—but you're not walking a dark shop floor to discover this. You already know. You've already dispatched a technician. And you've already prevented what would have been a catastrophic failure and thousands of dollars in scrap by morning.
That's industrial remote monitoring in practice. For machine shops, manufacturing facilities, and industrial operations, this technology transforms how teams manage uptime, reduce scrap, and shift from reactive firefighting to decisions driven by live data.
This article covers what industrial remote monitoring is, how it works, the key components that make it possible, its benefits across manufacturing environments, and how to implement it in your facility.
Key Takeaways
- Industrial remote monitoring collects and analyzes operational data from machines and production systems in real time
- Connects sensors, PLCs, and control systems to software that surfaces alarms, performance trends, and equipment health remotely
- Reduces unplanned downtime, cuts scrap rates, improves machine utilization, and enables proactive maintenance
- CNC machining, automotive, and aerospace facilities use it to make decisions based on live machine data — not guesswork
What Is Industrial Remote Monitoring?
Industrial remote monitoring is the continuous collection, transmission, and analysis of operational data from machines, processes, and production systems—enabling teams to assess equipment health, detect anomalies, and make decisions from anywhere, without waiting for a physical inspection or failure event.
Every critical asset stays visible around the clock: temperature readings from a spindle motor, vibration patterns from a bearing assembly, cycle times from a stamping press—all captured, transmitted, and analyzed automatically.
Monitoring vs. Control: Understanding the Difference
Monitoring provides visibility into what is happening. Control allows teams to act on that data—adjusting parameters, stopping processes, or triggering shutdowns. The most capable modern systems combine both, but the foundation is always the data layer. You can't control what you can't see.
Why It Matters in Manufacturing
In industrial manufacturing, thin margins and high downtime costs make visibility essential. A single undetected process drift can generate thousands of dollars in scrap before an operator notices. Common examples include:
- A temperature shift of a few degrees in a spindle motor running undetected for hours
- A pressure drop in a hydraulic system that passes inspection but degrades part quality
- Vibration anomalies in a bearing assembly that precede catastrophic failure by days
- Cycle time drift on a stamping press that signals tooling wear before scrap rates spike
According to ISA, Industrial IoT connects smart sensors and systems through communication technologies to enable real-time analysis and decision-making on the factory floor—which is exactly the infrastructure industrial remote monitoring runs on.
Operators cannot be everywhere at once. Remote monitoring closes that gap by shifting operations from reactive—responding to failures after the fact—to proactive, catching problems before they generate scrap or unplanned downtime.
How Industrial Remote Monitoring Works: Key Components
Industrial remote monitoring systems are built around five interconnected layers. Understanding how each layer functions helps explain why a well-integrated system can monitor a 30-year-old CNC alongside a brand-new machining center — without replacing either.
1. Sensor and IoT Device Layer
This is where data originates. Sensors capture raw operational parameters including:
- Temperature (thermocouples, RTDs, infrared sensors)
- Pressure (gauges, transducers)
- Vibration (accelerometers, proximity probes)
- Motor speed and torque
- Cycle times and part counts
- Flow rates (fluids, gases)

Wired sensors connect directly to critical assets where reliability is paramount. Wireless sensors deploy where cabling is impractical—remote equipment, rotating machinery, or retrofitted legacy systems.
2. Control Layer: PLCs and HMIs
PLCs (programmable logic controllers) and HMIs (human-machine interfaces) sit between physical assets and monitoring software. A well-designed system integrates with existing control hardware rather than replacing it, preserving the proven settings and configurations already running in your facility — without the cost and risk of a wholesale rip-and-replace.
3. Communications and Data Acquisition Layer
Data travels through standardized communication protocols that allow field devices to talk to upstream systems regardless of manufacturer or equipment age. In industrial manufacturing, protocol support is critical.
MTConnect provides a standardized data format for machine tools, with major CNC OEM support including FANUC. Other common protocols include:
- Modbus (RTU/TCP) - Widely used for SCADA and basic device integration
- Profinet - Deterministic Industrial Ethernet common in automotive and discrete manufacturing
- EtherCAT - High-speed protocol for robotics, motion control, and CNC synchronization
- Serial/RS-232 - Legacy serial communications still present on older PLCs and CNCs
With over 25 years of manufacturing automation experience, Controlink Systems routinely interfaces with PLCs across all of these protocols — plus CAN and UDS. That breadth lets facilities with mixed-age equipment implement monitoring without replacing hardware that's still doing its job.
4. Analytics and Alarming Layer
The platform aggregates incoming data, stores historical trends, and triggers alerts when readings cross defined thresholds or patterns deviate from expected behavior.
Effective alarm management filters out noise. A system that generates 200 alarms per shift trains operators to ignore alerts. A well-tuned system surfaces only the issues that need a response — the bearing temperature climbing steadily over two hours, not the momentary spike that corrects itself.
5. Governance and Access Layer
Role-based access controls determine who can view data and who can initiate changes. Every action is logged — which matters in facilities where technicians, engineers, and contractors all need different levels of system visibility.
An operator might view machine status and acknowledge alarms. An engineer can adjust process parameters. An administrator manages user permissions and system configurations. Clear boundaries prevent unauthorized changes while maintaining operational flexibility.
Key Benefits of Industrial Remote Monitoring
Reduced Unplanned Downtime
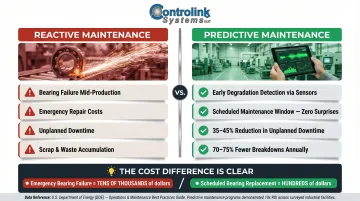
Unplanned downtime is expensive. According to the U.S. Department of Energy, predictive maintenance programs can reduce equipment downtime by 35% to 45% and eliminate 70% to 75% of breakdowns.
Remote monitoring detects early degradation signals—rising temperatures, unusual vibration patterns, parameter drift—before they escalate into failures. Teams schedule maintenance during planned windows rather than reacting to emergency breakdowns. A bearing replaced during a scheduled window costs hundreds of dollars. Let that same bearing fail mid-production and you're looking at tens of thousands in emergency repairs, scrap, and lost output.
Lower Scrap Rates and Improved Quality
Process drift kills quality. Common culprits include:
- A CNC spindle running 3% faster than spec
- A hydraulic pressure drop of 50 PSI
- A coolant temperature increase of 10°F
Left undetected, any of these deviations produces defective parts until someone notices—sometimes hours or shifts later.
Remote monitoring catches these deviations in real time, allowing operators to intervene before scrap accumulates. Controlink's shop-floor solutions are specifically designed to reduce scrap by ensuring machinists are using the latest engineering-approved files and that process parameters stay within spec—eliminating the costly scenario where outdated CNC programs or drifted parameters generate high-value scrap.
Increased Machine and Tool Utilization
Remote visibility into cycle times, machine states (running, idle, down), and utilization rates gives managers the data to pinpoint idle time, resolve production gaps, and improve overall equipment effectiveness (OEE).
Operators no longer need to walk the floor to assess machine status. A dashboard shows which machines are running, which are waiting for material, and which are down—enabling faster response and better resource allocation.
Improved Worker Safety
Remote monitoring reduces the need for manual inspections in hazardous areas—high-temperature environments, confined spaces, chemical processes, or moving machinery. OSHA regulations require atmospheric testing with calibrated instruments before confined space entry, and continuous monitoring is required in certain environments where isolation is infeasible.
Automated alerts mean technicians are only dispatched when something actually requires a physical response, reducing man-hours spent in hazardous zones.
Regulatory Compliance and Documentation
Continuous data logging creates an auditable record of process parameters, supporting compliance with industry regulations, quality certifications, and customer audit requirements.
FDA 21 CFR Part 11 requires secure, computer-generated, time-stamped audit trails that independently record creation, modification, and deletion of electronic records. Automated monitoring systems generate these records by default—timestamped, tamper-evident, and automatically retained—eliminating reliance on manual logs that are prone to errors and gaps.
Common Industrial Remote Monitoring Use Cases
CNC and Machine Shop Floor Monitoring
CNC machine shops use remote monitoring to track machine states, cycle times, spindle utilization, and alarm conditions across multiple machines simultaneously—giving shop managers real-time visibility into what every machine is doing without walking the floor.
DNC (Distributed Numerical Control) communications can also be monitored to verify that the correct, engineering-approved CNC programs are being loaded and run. Modern Machine Shop notes that DNC systems can centrally manage CNC programs and collect machine status, part counts, cycle times, and reasons for stoppages, reducing scrap risk from outdated or incorrect program files.
Predictive and Preventive Maintenance
Vibration analysis, thermal monitoring, and trend data allow maintenance teams to detect early signatures of bearing wear, motor degradation, or coolant system issues before they produce a breakdown.
Time-based preventive maintenance follows fixed intervals regardless of actual equipment condition — replace a bearing every 5,000 hours whether it needs it or not. Remote monitoring enables condition-based maintenance instead, servicing equipment when data says it's needed rather than on a fixed calendar.
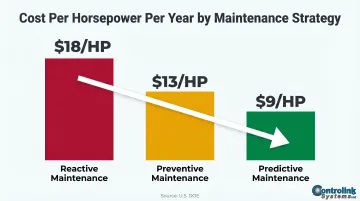
The U.S. DOE reports that predictive maintenance costs approximately $9 per horsepower per year, compared to $13 for preventive maintenance and $18 for reactive maintenance—a compelling financial case for condition-based strategies enabled by continuous monitoring.
Environmental and Process Monitoring
Industrial remote monitoring tracks environmental parameters critical to both worker safety and process quality:
- Temperature and humidity
- Gas concentrations and air quality
- Process pressure levels
Industries with regulated emissions or chemical processes depend on continuous environmental monitoring to stay within compliance thresholds and avoid fines. OSHA Process Safety Management regulations require documented mechanical integrity programs and inspection/testing of monitoring devices, alarms, and interlocks — making automated continuous monitoring a safety and compliance requirement, not just a convenience.
End-of-Line (EOL) Testing and Quality Verification
Remote monitoring in end-of-line testing environments captures test data from each production unit in real time, enabling manufacturers to identify process trends and catch quality escapes before products ship.
When defects occur, engineers query timestamped digital records to pinpoint exactly when a process parameter shifted — far faster than sifting through handwritten log sheets from multiple shifts.
How to Implement Industrial Remote Monitoring in Your Facility
Start with a Site Assessment
Most facilities already have more instrumentation than teams actively use. The first step is inventorying existing PLCs, HMIs, sensors, and control systems to understand what data is already available—and where the gaps are—before purchasing additional hardware.
Ask:
- What parameters are we already measuring but not monitoring?
- Which machines generate the most unplanned downtime?
- Where do we see the highest scrap rates?
- Which processes have the tightest compliance requirements?
The answers identify where monitoring delivers the highest ROI.
Layer On Rather Than Rip Out
A well-designed industrial remote monitoring system integrates with existing control infrastructure rather than requiring complete replacement. The key is choosing a solution that supports the communication protocols already present in your facility—Modbus, Serial, Profinet, EtherCAT, CAN, UDS, or others.
Forcing a single-protocol solution into a mixed-protocol environment creates integration headaches and unnecessary cost. Confirm protocol compatibility before committing to any platform.
Controlink Systems supports this range of protocols natively, connecting with existing shop-floor systems without requiring a full infrastructure overhaul.
Define, Configure, and Validate
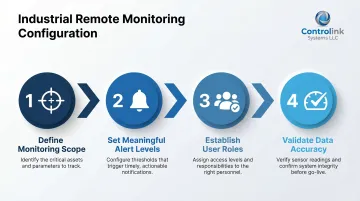
With your infrastructure mapped, work through four setup steps:
- Define monitoring scope — identify which parameters matter most and what thresholds indicate a real problem
- Set meaningful alert levels — a temperature alarm at 5°F above normal catches early degradation; one at 0.5°F above generates false positives operators learn to ignore
- Establish user roles — clarify who can view data, acknowledge alarms, and change parameters
- Validate data accuracy — confirm that readings reflect actual machine states; a misconfigured sensor or PLC produces bad data, which leads to bad decisions
Build for Adoption
A monitoring system is only useful if operators trust it and act on it. Adoption planning matters as much as technical deployment:
- Train operators on how to interpret alerts and when to escalate
- Clarify who acts on which alarms and build clear escalation paths
- Demonstrate early wins to build confidence in the system
- Incorporate monitoring data into daily production meetings
When operators see the system catching problems before they become crises, adoption accelerates.
Frequently Asked Questions
What is the purpose of industrial monitoring?
The purpose of industrial monitoring is to give operations teams continuous visibility into equipment health, process performance, and environmental conditions—enabling faster detection of problems, proactive maintenance, and data-driven decisions that reduce downtime and costs.
What are the four types of monitoring systems commonly used?
The four most common types are process monitoring (tracking production parameters), condition monitoring (equipment health and vibration analysis), environmental monitoring (temperature, air quality, gas levels), and performance monitoring (OEE, cycle times, utilization rates).
What are the 4 pillars of monitoring?
The four pillars are: data collection (sensors capturing real-time readings), data transmission (moving data to an analysis platform), analytics and alerting (processing data to surface anomalies and trigger alarms), and action (enabling teams to respond, remotely or on-site, based on what the data shows).
What are the 5 types of sensors in IoT?
The five most common IoT sensor types in industrial monitoring are temperature, pressure, vibration/accelerometer, proximity/position, and flow sensors. According to NI's condition monitoring overview, the right combination depends on the specific machines and processes being monitored.
How does industrial remote monitoring reduce downtime in manufacturing?
Remote monitoring catches early degradation signals—such as rising temperatures, unusual vibration patterns, or parameter drift—before they escalate into failures, giving teams time to schedule maintenance proactively during planned downtime windows rather than reacting to emergency breakdowns.
Can industrial remote monitoring work with older CNC machines and legacy equipment?
Yes. Most legacy machines can be integrated into a remote monitoring system through existing communication interfaces (such as serial, Modbus, or other supported protocols) or via gateway hardware—the key is choosing a monitoring solution with broad protocol support rather than assuming legacy equipment must be replaced.
Industrial remote monitoring transforms manufacturing operations from reactive to proactive. For machine shops and industrial facilities, that means fewer emergency breakdowns, lower scrap rates, better utilization, and safer work environments.
The technology is proven, the protocols are standardized, and the implementation path is clearer than most teams expect. The main variable is timing.