
Introduction
A supervisor receives an alert on their smartphone: a CNC mill on the far side of the shop floor is running an outdated program file—one engineering hasn't approved in three weeks. Without leaving their desk, they remotely load the correct file and restart the cycle. Not a single scrap part is produced.
That used to be impossible. Traditional manufacturing oversight meant walking the floor every hour, checking individual machine displays, and discovering problems only after defective parts had already been machined. Web-based monitoring and control of industrial processes cuts that reactive cycle short — delivering real-time visibility and supervisory control through any browser-enabled device.
Web-based monitoring and control refers to browser-accessible software platforms that collect real-time data from shop-floor equipment, visualize process parameters, and issue control commands, all without proprietary client software installed on-site. If you're evaluating whether this approach fits your operation, what follows covers the architecture, practical CNC applications, key limitations, and what to look for in a solution.
Key Takeaways:
- Web-based systems use browser interfaces to monitor and control industrial equipment without proprietary client software
- Real-time alerting can reduce unplanned downtime costs by 30–50% through predictive maintenance
- Field protocols like Modbus, OPC-UA, and EtherCAT connect legacy PLCs and CNC controllers to web dashboards via middleware
- These systems are built for supervisory control and visibility — not millisecond-level deterministic motion control
- Cybersecurity requires HTTPS encryption, role-based access, network segmentation, and multi-factor authentication
How Web-Based Industrial Monitoring and Control Systems Work
The Layered Architecture
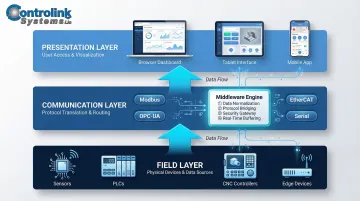
Web-based industrial systems follow a three-tier model that separates data collection, communication, and presentation:
The field layer consists of sensors, PLCs, CNC controllers, and edge devices that continuously capture process data—temperature, pressure, spindle load, cycle counts, hydraulic pressure, and vibration. These devices generate the raw operational data that feeds the entire system.
The communication layer transports data from field hardware to a server or cloud platform using industrial protocols. Common protocols include Modbus TCP/IP for legacy PLCs, OPC-UA for vendor-neutral interoperability, EtherCAT and Profinet for high-speed motion networks, and CAN or serial protocols for older CNC and embedded controllers. This layer acts as the critical bridge between shop-floor hardware and the web environment.
The presentation layer renders data in a web browser, allowing authorized users to view dashboards, acknowledge alarms, and send supervisory commands. Because it's browser-based, any laptop, tablet, or smartphone can access the interface without installing specialized client software.
The server-side middleware sits between the communication and presentation layers, serving several critical functions:
- Translates field-level protocols into HTTP/web-accessible formats
- Validates incoming commands before passing them to controllers
- Stores time-series data in a historian or SQL database for trending and reporting
- Manages user authentication and access control
Read-Only Monitoring vs. Bidirectional Control
Not all web-based systems offer the same level of interaction. A monitoring-only deployment surfaces data and sends alerts when thresholds are exceeded—temperature spikes, pressure drops, cycle time deviations—but operators cannot change process parameters remotely.
With full bidirectional control, authorized users can:
- Adjust setpoints (temperature targets, pressure limits, flow rates)
- Acknowledge and clear alarms
- Change process parameters (feed rates, dwell times, program file selection)
- Start and stop sequences or production cycles
Bidirectional control requires robust authentication and access controls. Role-based permissions ensure that operators can view data but only supervisors or engineers can modify critical parameters. Multi-factor authentication and audit logging are essential to prevent unauthorized changes and maintain traceability.
The Role of Communication Protocols
Field-level protocols define how data moves from machines to the monitoring system. Each protocol serves a distinct role in manufacturing environments:
| Protocol | Primary Use | Key Characteristic |
|---|---|---|
| Modbus TCP/IP | Legacy PLCs and instrumentation | Widely supported; no native security; polling-based |
| OPC-UA | Machine-to-supervisory system bridging | Vendor-neutral; built-in TLS encryption and X.509 certificates |
| EtherCAT / Profinet | High-speed motion and I/O networks | Cycle times under 100 µs; jitter below 1 µs |
| CAN / Serial (RS-232, RS-485) | Older CNC and embedded controllers | Predates Ethernet; requires gateway conversion |
A robust web-based system must translate between these field protocols and web-accessible data formats. Protocol converters, serial-to-Ethernet gateways, and middleware layers enable integration without replacing functioning equipment.

The Importance of the Database Layer
Once data crosses the protocol and middleware layers, it needs somewhere to land. Time-stamped process data stored in a relational database (typically SQL) enables capabilities that raw SCADA displays cannot provide:
- Historical trending and statistical analysis
- Production reporting and traceability
- Integration with ERP and quality management systems
- Compliance documentation and audit trails
- Predictive maintenance analytics
The database becomes the system of record for all shop-floor activity, supporting data-driven decision-making across the organization.
Key Benefits for Manufacturing and Shop-Floor Operations
Eliminate Unnecessary Physical Presence
Maintenance technicians spend over 60% of their shifts on screens, paperwork, or searching for parts, leaving only 18-30% of their day for actual wrench-in-hand work. Production supervisors often spend 50% or more of their time on administrative or reactive tasks, including manual status checks.
Web-based monitoring eliminates these non-value-added activities. Operators, supervisors, and engineers can check machine status, active program files, alarm states, and production counts from any browser-enabled device—laptop, tablet, or smartphone—without walking the floor.
Digitizing these workflows has been shown to:
- Reduce non-value-added time for supervisors by an estimated 15 hours per week
- Increase operator touch time (productive engagement with equipment) from 31% to 46%
- Double the efficiency of labor-constrained maintenance teams
Reduce Unplanned Downtime with Real-Time Alerting
Unplanned downtime costs the average manufacturing plant $260,000 per hour. In highly optimized sectors like automotive, an idle production line can cost up to $2.3 million per hour—roughly $600 per second. The average plant experiences 800 hours of equipment downtime annually—over 15 hours per week.
Web-based systems deliver immediate notifications when monitored parameters exceed defined thresholds:
- Spindle temperature rising above safe operating range
- Hydraulic pressure dropping below specification
- Vibration levels indicating bearing wear
- Cycle time drift suggesting tool degradation
Alerts are sent via email, SMS, or dashboard notification. Controlink's monitoring solutions are specifically designed to catch these deviations in real time—before a minor anomaly becomes an unplanned shutdown.
Reduce Scrap and Improve First-Pass Quality
Web-based systems ensure that every CNC machine or process station operates from the latest engineering-approved program files and parameter sets. Deviations from specification are flagged in real time rather than discovered at end-of-line inspection.
This capability directly reduces scrap rates by:
- Preventing the use of outdated or unapproved program files
- Alerting operators to out-of-tolerance conditions before defective parts are produced
The result: fewer rejected parts and less rework—with measurable improvement in first-pass quality rates.
Enable Condition-Based and Predictive Maintenance
Continuous collection of trend data—spindle load progression, cycle time drift, tool wear indicators—allows maintenance teams to identify degradation patterns and schedule service during planned downtime rather than reacting to failures.
Predictive maintenance (PdM) delivers measurable financial returns:
- Reduces overall maintenance costs by 18-25%
- Cuts unplanned downtime by 30-50%
- 95% of organizations report positive ROI, with 27% achieving full payback within 12 months
Emergency reactive repairs cost 4 to 5 times more than planned interventions due to after-hours labor rates (1.5 to 2x standard rates) and expedited parts shipping. One CNC machining case study demonstrated a 43.7% reduction in annual maintenance costs and a 73% reduction in equipment downtime (from 450 hours to 120 hours) using predictive maintenance.

Those gains aren't guaranteed, though. A predictive model with just a 10% false-positive rate can generate thousands of unnecessary service tickets, wiping out projected savings entirely. Effective PdM must be paired with condition-based monitoring (CBM) and remote troubleshooting to verify anomalies before dispatching technicians.
Improve Overall Machine Utilization and Operational Visibility
Plant managers gain access to historical OEE (Overall Equipment Effectiveness) data, production counts, and machine uptime metrics through the web dashboard—enabling data-driven scheduling, bottleneck identification, and objective reporting on shop-floor performance.
For high-mix CNC job shops, average OEE sits between 45% and 55%—not the 85% "world-class" figure, which applies to continuous automotive lines. Moving from 50% to 65% OEE represents a 30% productivity gain without purchasing new equipment. That's the practical target.
Real-time monitoring drives these improvements by replacing manual data collection—which often underreports setup times by 20-40%—with automated machine-level data capture. One manufacturer deployed an IIoT platform to monitor CNC assets and saw machine utilization grow from 8% to 57% in just nine months.
Web-Based Monitoring vs. Traditional SCADA: Key Differences
Traditional SCADA Architecture
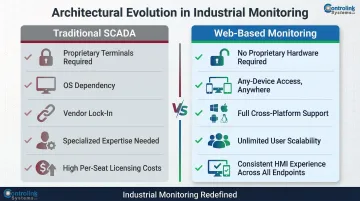
Traditional SCADA (Supervisory Control and Data Acquisition) systems rely on dedicated operator workstations running proprietary client software, typically locked to an on-premises control network with limited or no remote access capability outside the plant.
Key limitations include:
- Proprietary hardware terminals that are expensive to purchase and maintain
- Single operating system dependency that limits flexibility and scalability
- Vendor lock-in for data historians and control software
- Specialized expertise required for installation, configuration, and troubleshooting
- High per-workstation costs for every seat that needs access
Web-Based Systems: The Architectural Evolution
Modern web-based systems use HTML5 and standard internet browsers as the client interface. This means any authorized laptop, tablet, or mobile device can access the monitoring interface without installing specialized software.
Key advantages include:
- Eliminates proprietary terminal costs — any browser-capable device qualifies
- Accessible from any location with network connectivity
- Runs on Windows, macOS, Linux, iOS, and Android without modification
- Scales to additional users without hardware investments
- Delivers a consistent HMI experience across systems, cutting training time
Web-based systems act as an overlay rather than requiring a complete infrastructure overhaul. They preserve existing field hardware and control networks while adding a modern, accessible interface layer.
Understanding these architectural differences helps clarify where each approach delivers the most value.
Where Each Approach Fits Best
Traditional SCADA: The Right Choice for Deterministic Control for deterministic, high-speed closed-loop control where millisecond response times are required. Applications include:
- Real-time PID control loops
- CNC motion control and servo drives
- High-speed packaging and assembly lines
- Safety-critical interlocks and emergency shutdowns
Web-Based Monitoring: Best for Supervisory Visibility and Enterprise Integration
- Oversight and reporting across multiple machines or sites
- Parameter adjustment and setpoint changes
- Multi-site visibility and remote troubleshooting
- Organizations seeking lower deployment costs and broader remote access
- Integration with enterprise IT systems (ERP, MES, quality management)
The two approaches are complementary, not mutually exclusive. Many modern deployments use traditional SCADA for local, deterministic control and web-based systems for supervisory visibility and enterprise integration.
Real-World Use Cases in Manufacturing and CNC Environments
CNC Machine Tool Monitoring
Web-based dashboards display real-time spindle loads, program execution status, cycle times, tool change counts, and alarm states across an entire machine shop. Supervisors can track utilization rates and identify idle or faulted machines from a single browser view without walking the floor.
High-mix, low-volume job shops benefit most — machines switch jobs constantly, and real-time visibility keeps pace. That visibility enables:
- Immediate identification of setup delays or programming issues
- Proactive response to spindle overload or tool wear
- Accurate tracking of machine utilization and OEE by job or part number
- Historical analysis of cycle time trends to optimize future runs
Controlink Systems has deployed this type of monitoring in working machine shops since 1998, building interfaces specifically for machinists — not IT teams — which shortens training time and gets the system used from day one.

End-of-Line Testing and Quality Data Capture
Web-based monitoring enables automatic capture and logging of EOL test results from production stations, with data stored in a SQL database and accessible via browser to quality engineers, customers, or certifying bodies.
Benefits include:
- Elimination of paper-based records and manual data entry
- Full traceability from raw material to finished product
- Real-time visibility into quality trends and defect rates
- Automated compliance reporting for ISO, AS9100, or customer-specific requirements
- Remote access for auditors and customers without VPN or site visits
Auditors and customers can review test records remotely on demand — no scheduled visits, no paper binders, no waiting.
Process Parameter Monitoring in Stamping and Batch Manufacturing
Web-accessible HMI interfaces monitor and adjust process parameters—press tonnage, temperature profiles, flow rates, dwell times—in stamping plants, injection molding, or batch chemical processes.
Authorized users can:
- View real-time trends and historical data for critical parameters
- Make supervisory adjustments from anywhere on the network
- Receive alerts when parameters drift outside specification
- Reduce the need for dedicated control room staffing
For multi-shift operations without 24/7 engineering coverage, this matters most. A second-shift supervisor can respond to a drift alert at 2 a.m. with the same data an engineer would have during day shift.
Multi-Site and Remote Facility Oversight
A manufacturer or contract machining operation with multiple facilities or work cells can consolidate alarms, production KPIs, and machine states from all locations into a central web dashboard.
This enables:
- Engineering managers to maintain visibility across the entire operation without being physically present at each site
- Operations directors to compare performance metrics between facilities
- Centralized troubleshooting and remote support for distributed teams
- Faster response to issues at remote or unmanned facilities
For operations running lean — one or two engineers covering multiple sites — this consolidation replaces expensive dedicated SCADA workstations with a single browser-accessible view.
Security and Implementation Challenges
Cybersecurity: The Most Critical Risk
Opening industrial control hardware to web access introduces attack vectors absent from isolated networks. Manufacturing is now the #1 most targeted industry for cyberattacks, holding this position for four consecutive years. In 2025, the sector experienced 3,837 security incidents, with 1,607 resulting in confirmed data disclosures.
Ransomware remains a critical threat, present in 47% of manufacturing breaches. The global average cost of a data breach is $4.44 million, but in the United States, it has surged to $10.22 million. For the industrial sector specifically, the average breach costs $5.00 million.
The primary vector for these attacks is poorly secured remote access. 82% of cyber-physical system attacks leveraged remote access protocols to reach internet-facing assets, and 66% involved the compromise of HMIs and SCADA systems.
Essential countermeasures include:
- HTTPS/TLS encryption — TLS 1.2 or 1.3 for all data in transit, no HTTP fallback
- Role-based access control with strong authentication for all users
- Multi-factor authentication (phishing-resistant FIDO2 preferred) for any control functions
- VPN-based remote access routed through a Bastion Host or Jump Server in a DMZ
- Network segmentation — hard boundary between OT and IT/office networks
- DMZ architecture with web servers and historians in an isolated zone, blocking direct corporate IT–to–control network paths
- Web Application Firewalls (WAF) to filter and monitor HTTP traffic
- "Deny all, permit by exception" firewall rules with minimal open ports

Authoritative guidance from NIST and CISA explicitly states that ICS/OT systems should never be directly connected to the internet. All remote access must be brokered through secure gateways with robust authentication and encryption.
Internet Latency and Real-Time Control Limitations
Variable network delay makes web-based systems unsuitable for closed-loop, high-speed control. In industrial automation, "real-time" means deterministic — a system must respond to an event within a strict, guaranteed maximum time limit, or the system will fail.
For hard real-time applications like CNC motion control and servo drives, cycle times must be under 1 millisecond (often <100µs), with jitter restricted to less than 1 microsecond. Web and internet protocols (TCP/IP, HTTP, WebSockets) are inherently non-deterministic — designed for reliability and bandwidth, not strict timing. TCP congestion control, multi-hop routing, and retransmissions all introduce unpredictable delays. Even within a LAN, standard Ethernet switches cannot guarantee the deterministic behavior hard real-time traffic requires.
Clear expectations for deployment:
- Field-level control (PID loops, motion sequences, safety interlocks) remains local to the controller
- Web-based interfaces provide supervisory control and visibility only
- Suitable functions include operator monitoring, alarm management, setpoint changes, and reporting
- Latencies of hundreds of milliseconds to seconds are perfectly acceptable for supervisory tasks
EtherCAT and Profinet IRT dominate machine-level deterministic control, while OPC-UA now serves as the standard for bridging these networks to supervisory web HMIs and enterprise IT systems.
That bridging challenge becomes more complex when the shop floor includes equipment that predates modern Ethernet entirely.
Legacy Integration Complexity
Many shop floors have CNC machines and PLCs with RS-232, RS-485, or proprietary serial interfaces that predate modern Ethernet connectivity. Integrating these legacy systems with web-based monitoring requires additional hardware and planning.
Common integration requirements:
- Protocol converters to translate serial protocols to Ethernet
- Serial-to-Ethernet gateways for RS-232/RS-485 devices
- Middleware layers that bridge legacy field hardware to the web platform
- Custom drivers or communication libraries for proprietary protocols
Budget and plan for these components without requiring replacement of functioning equipment. A robust web-based solution must support or convert from the communication standards already present on your shop floor — Modbus, Profinet, EtherCAT, CAN, serial — and integrate with existing SQL databases and enterprise systems.
What to Look for in a Web-Based Process Monitoring Solution
Protocol Compatibility and Integration Depth
The solution must natively support or convert from the communication standards already present on your shop floor. A solution that requires replacing working PLCs or field hardware to achieve connectivity will generate unnecessary cost and downtime.
Key considerations:
- Native protocol support for Modbus, Profinet, EtherCAT, CAN, OPC-UA, and serial
- Integration with existing SQL databases and enterprise systems (ERP, MES, QMS)
- Middleware or gateway options for legacy equipment
- Scalability to add machines and sites without architectural changes
Ask vendors for compatibility matrices and integration case studies with equipment similar to yours.
HMI Usability and Adoption
Interfaces should be intuitive for machine operators and floor supervisors, not just engineers. Poor usability leads to low adoption, wasting the investment entirely.
Look for:
- Role-based views tailored to operator, supervisor, and engineering roles
- Configurable dashboards that users can customize without programming
- Mobile-responsive design that works on tablets and smartphones
- Minimal training requirements with intuitive navigation and clear visual hierarchy
Interface design is where many industrial monitoring tools fall short — systems built for IT environments rarely translate well to a shop-floor operator's workflow.
Proven Reliability in Demanding Environments
Monitoring software in a manufacturing environment must run continuously, often supporting critical production and test systems around the clock. System failures or crashes can halt production and compromise safety.
When evaluating vendors, look for:
- Demonstrated experience deploying solutions in real industrial environments (not just IT monitoring tools adapted for the shop floor)
- Support availability including response times and escalation procedures
- Update management processes that minimize downtime and disruption
- References from similar operations in your industry and scale
Ask about system uptime guarantees, disaster recovery capabilities, and how software updates are tested and deployed.
Frequently Asked Questions
What is the difference between web-based monitoring and a traditional SCADA system?
Traditional SCADA uses dedicated proprietary workstations on a closed network, while web-based systems use standard browsers accessible from any authorized device. Web-based systems offer lower client hardware costs, broader remote access, and easier scalability without replacing field control hardware.
Can web-based monitoring work with existing PLCs and CNC equipment?
Yes. Most web-based systems use protocol gateways or middleware to communicate with existing field hardware via Modbus, OPC-UA, serial, or Ethernet-based protocols. This allows integration with legacy PLCs and CNC machines without replacing them.
Is it safe to connect industrial control systems to a web interface?
With the right measures in place—HTTPS encryption, role-based access, multi-factor authentication, VPN tunneling, and OT/IT network segmentation—web-based systems can be secured for manufacturing environments. Control commands must be validated server-side before reaching any field device. Direct internet exposure should always be avoided.
What kinds of process data can a web-based monitoring system display?
Any parameter a sensor or PLC can capture: temperature, pressure, flow, spindle load, cycle times, alarm states, production counts, and quality metrics. All are displayable on a web dashboard and loggable to a database for trending and reporting.
Why is web-based monitoring not suitable for real-time closed-loop control?
Network latency introduces variable time delays that make web interfaces unreliable for millisecond-level control loops. Web-based tools are suited for supervisory monitoring, setpoint adjustment, and alerting. Real-time PID and motion control must remain local to the field controller.
How does web-based process monitoring help reduce scrap in CNC machining?
Real-time alerts catch parameter deviations—such as out-of-tolerance conditions or the use of outdated program files—before defective parts are produced. Centralized visibility ensures machinists are always working from the latest engineering-approved settings, reducing scrap and rework costs.


