Introduction
Modern manufacturers face relentless pressure: customers demand tighter tolerances, margins shrink with every bid cycle, and machines must run near-continuously to stay competitive. In most shops, though, what's actually happening on the floor and what management knows about it are two different things.
That gap costs real money every shift — undetected downtime, scrap that multiplies before anyone notices, machines sitting idle while supervisors walk the floor hunting for status updates.
Real-time monitoring is often cited as the fix, but rarely explained beyond the pitch — specifically, what it actually changes day-to-day in a CNC or production environment. This article focuses on the practical, measurable impact of real-time monitoring on manufacturing productivity — not the technology behind it, but the outcomes it drives: fewer unplanned stoppages, less scrap, and more machine time converted into finished parts.
Key Takeaways
- Real-time monitoring replaces guesswork with live visibility into machine performance, process health, and production status
- Biggest productivity impacts: reducing unplanned downtime, cutting scrap and rework, improving machine utilization
- Without it, manufacturers discover problems only after output, quality, or delivery has already taken the hit
- Value compounds when monitoring data drives consistent action, not just accumulates in a dashboard
- Shops of all sizes benefit when machines, processes, and people are connected and visible in real time
What Is Real-Time Monitoring in Manufacturing?
Real-time monitoring is the live collection and display of data from machines, processes, and systems on the shop floor — so teams see what's happening now, not what happened yesterday.
It covers every layer of shop-floor operations:
- Machine status (running, idle, alarm)
- Cycle times and throughput rates
- Process parameters (temperature, pressure, spindle speed)
- Tool wear indicators
- Quality check outputs
- Program file usage at CNC machines
This isn't a reporting tool that generates end-of-shift summaries. It's an operational control mechanism that helps manufacturers intervene faster, make better decisions, and prevent problems before they escalate. Catching a drifting process parameter on part three means a quick adjustment. Discovering it after 200 scrapped parts means a costly recovery.
Key Advantages of Real-Time Monitoring on Manufacturing Productivity
The three advantages below focus on outcomes manufacturers actually measure—uptime, scrap rates, throughput, and utilization—rather than broad efficiency claims. These advantages are interconnected: visibility improves decisions, better decisions reduce waste, and less waste means more productive machine time.
Advantage 1: Reduced Unplanned Downtime Through Proactive Machine Oversight
Real-time monitoring catches machine anomalies—irregular cycle times, temperature spikes, vibration changes—before they become failures, enabling maintenance to intervene before a breakdown occurs. Sensors and monitoring software continuously track machine health indicators and alert operators or maintenance staff when parameters drift outside acceptable ranges, shifting maintenance from reactive to proactive.
Unplanned downtime is one of the costliest disruptions in manufacturing. The average manufacturer faces roughly 800 hours of downtime annually, consuming up to 10% of a factory's available time. In automotive CNC environments, every unproductive hour costs $2.3 million—a twofold increase from 2019. Even general manufacturing facilities lose approximately $260,000 per hour during unplanned stoppages.
When a supervisor can see a machine trending toward failure on a dashboard rather than discovering it when production stops, they can schedule maintenance during planned breaks instead of losing entire production runs. This reduces the cascading effect—one machine failure in a CNC shop can hold up downstream operations, delay deliveries, and force costly expediting.
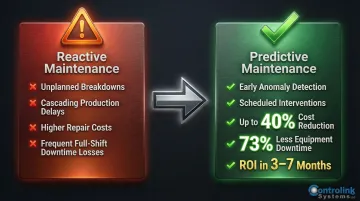
Shifting from reactive to predictive maintenance delivers measurable improvements. Predictive maintenance reduces total maintenance costs by up to 40%, cuts equipment downtime by 73%, and yields ROI often realized within 3 to 7 months.
KPIs impacted:
- Mean Time Between Failures (MTBF)
- Mean Time to Repair (MTTR)
- Overall Equipment Effectiveness (OEE) availability component
- Planned vs. unplanned maintenance ratio
- Shift-level uptime percentage
When this advantage matters most:
This is critical in high-volume machining environments, multi-machine cells where one failure cascades, and shops running lights-out or extended-shift operations where manual oversight is limited.
Advantage 2: Higher Quality Output and Lower Scrap Rates
Real-time monitoring enables quality to be controlled during production, not just inspected after the fact, by tracking process parameters and flagging deviations before bad parts multiply.
In CNC environments, this includes confirming the correct, latest engineering-approved program file is loaded and running, that process parameters stay within spec throughout the run, and that any drift triggers an alert before an entire batch is scrapped.
Scrap and rework are direct costs that reduce output without adding value—consuming machine time, materials, and labor with nothing to show for it. The Cost of Poor Quality (COPQ) consumes 5% to 35% of sales revenue in manufacturing, with averages around 15%. Scrap and rework cost the average manufacturer up to 2.2% of annual revenue.
In precision machining for aerospace, automotive, or medical applications, a single out-of-spec batch can mean failed inspections, customer returns, or compliance violations. Real-time process visibility reduces that exposure.
File integrity compounds this risk: machinists running an outdated program from a shared drive rather than the latest approved version is a common, preventable scrap source. In automotive CNC machining, rework rates can reach up to 15% in high-volume shops, with scrap rates ranging between 3% to 8%.
A Tool Condition Monitoring prototype integrated onto a Mazak 200 lathe delivered over 64% savings on workpiece scrap value by catching tool wear before catastrophic failure damaged parts.
KPIs impacted:
- Scrap rate
- Rework percentage
- First-pass yield
- Cost of Poor Quality (COPQ)
- Customer return rate
- Process Cpk/process capability indices
When this advantage matters most:
This matters most in high-tolerance precision machining, regulated industries (aerospace, medical, defense), and any shop running long production runs where a parameter drift can affect hundreds of parts before it's caught manually.
Advantage 3: Improved Machine Utilization and Shop Throughput
Real-time monitoring reveals exactly how machines are being used: cutting time versus idle time versus setup time. Supervisors can identify utilization gaps and close them without walking the floor.
Live dashboards show machine status across the shop in real time, so supervisors can see which machines are idle, waiting for programs, or in setup—and intervene immediately rather than discovering the loss at end-of-shift reporting.
Solutions like Controlink's shop-floor automation and process monitoring systems are built specifically to connect CNC machines and give teams this visibility without requiring constant physical presence on the floor.
Machine utilization is directly tied to throughput capacity. A machine running at 60% utilization versus 80% is a capacity constraint that costs money to ignore—and costs nothing in capital to fix. MachineMetrics analyzed data from thousands of machine controls and found that average CNC machine utilization in 2022 was just 25.9%, with most companies performing around 17-20% utilization.

When operators spend less time walking between machines checking status, they spend more time on value-added work. This is especially meaningful in shops where one operator manages multiple machines. RCO Engineering reduced machine idle time from 1,200-1,400 hours a month to approximately 400 hours by implementing real-time dashboards and retroactive idle reporting.
KPIs impacted:
- Machine utilization rate
- OEE performance and availability components
- Parts per shift
- Setup-to-run ratio
- Operator-to-machine ratio
- Schedule adherence
When this advantage matters most:
This is highest impact in job shops managing mixed-part production across multiple CNC machines, facilities running lean with limited headcount, and any operation where supervisors currently rely on manual walk-arounds or end-of-shift reports to understand what machines actually did during the shift.
What Happens When Real-Time Monitoring Is Missing or Ignored
Shops without real-time visibility operate in a reactive posture: problems are discovered after they've already damaged output—a broken tool found during inspection, a machine discovered idle an hour into a shift, a batch of scrapped parts that ran for two hours before anyone noticed.
Without monitoring, specific operational consequences follow:
- Inconsistent part quality across shifts with no reliable baseline
- Higher-than-acceptable scrap rates and no clear root cause to fix
- Maintenance teams responding to failures instead of preventing them
- Supervisors chasing status updates instead of managing throughput
A NIST study found that establishments relying on reactive maintenance experienced 3.3 times more downtime than those in the bottom 25%, along with 16 times more defects, 2.8 times more lost sales due to defects from maintenance, and 4.9 times more inventory increases.
The compounding cost is this: the longer a shop runs without real-time feedback, the more it normalizes inefficiency. Lost machine time gets built into standard assumptions, scrap gets priced into quotes, and the actual productivity gap never gets measured or addressed.
How to Get the Most Value from Real-Time Monitoring
Collecting data is only half the job. The real productivity gains come from establishing clear thresholds, escalation paths, and review cadences so your monitoring system triggers operational responses — not just reports nobody reads.
Two practices separate shops that get results from those that don't:
- Connect systems, not just machines. Machine status, program files, process parameters, and maintenance records should feed into a single unified view. Software built specifically for manufacturing environments makes this far simpler than piecing together generic dashboards — and it ensures the data is meaningful to the operators actually using it on the floor.
- Run monitoring across all shifts, not just day shift. When visibility disappears the moment management leaves, problems go undetected until the next morning. Every operator on every shift should have the same real-time view of what's happening on their machines.
Conclusion
Real-time monitoring's impact on manufacturing productivity shows up in specific, measurable outcomes: fewer unplanned stoppages, less scrap, and more machine time converted into finished parts. The advantages compound when monitoring is applied consistently and acted upon. A shop that responds to its data builds institutional knowledge and operational discipline that's hard to replicate.
That discipline is what separates reactive shops from competitive ones. Real-time visibility is now the baseline expectation in competitive manufacturing, not a premium capability. Shops that build it in today are better positioned to scale, improve quality, and meet customer demands without adding headcount or capital equipment.
Frequently Asked Questions
What is real-time monitoring and how does it impact manufacturing productivity?
Real-time monitoring is the continuous, live collection of machine and process data on the shop floor. It improves productivity by enabling faster responses to problems, reducing downtime, and giving supervisors actionable visibility into what machines are actually doing during each shift.
What metrics does real-time monitoring track in a manufacturing environment?
Real-time monitoring tracks machine utilization, cycle times, process parameters (temperature, pressure, speed), downtime events, OEE, scrap rates, and program file usage at CNC machines. Together, these data points give supervisors a clear, live picture of shop-floor performance.
How does real-time monitoring help reduce scrap and rework in CNC machining?
By tracking process parameters live and ensuring machines are running the latest approved program files, real-time monitoring catches deviations before they affect large quantities of parts—reducing the volume of scrap produced and the cost of rework.
What is the difference between real-time monitoring and traditional batch data collection?
Batch data (end-of-shift reports, previous-day dashboards) tells you what already happened, while real-time monitoring shows what is happening now. The difference is between discovering a problem after production is affected versus catching it while there's still time to intervene.
How does real-time monitoring support predictive maintenance in manufacturing?
By continuously tracking machine health indicators like vibration, temperature, and cycle time consistency, real-time monitoring identifies when a machine is trending toward failure. Maintenance can then be scheduled before a breakdown occurs — keeping production on track.
How difficult is it to implement real-time monitoring in an existing machine shop?
Purpose-built solutions designed for shop-floor environments use standard manufacturing communication protocols to connect to existing CNC machines without a full infrastructure overhaul. Implementation is typically more straightforward than shops expect — especially when the software is built with real machining environments in mind.