Introduction
Many manufacturing shops face a persistent challenge: their machines generate valuable data, but when those systems can't communicate, operators resort to manual file transfers, paper travelers, and tribal knowledge. This disconnect leads to scrapped parts, unplanned downtime, and underutilized capacity. According to Aberdeen Strategy & Research, 82% of companies have experienced unplanned downtime over the past three years, costing as much as $260,000 per hour.
This guide breaks down what manufacturing systems integration and automation actually mean, how they work together, and what it takes to build a connected shop floor—starting with the highest-ROI integration points first.
TLDR:
- Systems integration connects machines and business platforms to share data automatically
- Automation executes production tasks with minimal human intervention
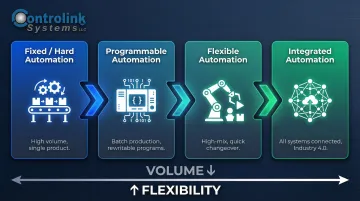
- Four automation types: fixed, programmable, flexible, and integrated (connected)
- Combined benefits include 21% OEE improvement and 40% scrap reduction
- Start with targeted DNC communications before expanding to broader automation
What Is System Integration in Manufacturing?
Manufacturing systems integration is the practice of connecting disparate shop-floor and business systems—CNC machines, PLCs, databases, ERP platforms, quality monitoring tools, and test systems—so they share data automatically and operate as a unified workflow rather than isolated silos. The ISA-95 international standard defines this as organizing technology and business processes into layers that communicate seamlessly among manufacturing operations and enterprise systems.
The Four Levels of Integration Scope
Integration happens across multiple layers:
- Machine level: Individual CNCs or PLCs talking to a controller
- Cell level: A group of machines coordinated by a shared data system
- Plant level: All shop systems networked together
- Enterprise level: Shop floor data feeding into ERP or MES for business decisions

Integration vs. Automation: A Critical Distinction
Automation replaces a manual task with a machine; integration connects those machines so data flows between them without human relay. A shop can have automated CNC machines that are still "siloed"—operators walking USB drives across the floor is evidence of missing integration, not missing automation. A single file versioning mistake can mean scrapped parts, rework, and customer complaints.
Real-World Integration Example: DNC Communications
Direct Numerical Control (DNC) links CNC machines to a central program server so machinists automatically receive the latest engineering-approved files. Manual program transfers are eliminated, scrap from outdated revisions drops, and every file transaction is logged — no machine replacements required.
Controlink Systems LLC has focused on this type of shop-floor integration since 1998, interfacing CNC/DNC systems with SQL databases, PLC hardware, and multi-axis motion controllers. The Timken Company documented one early result: Controlink's ML Send Utility connected directly to their corporate database, letting operators transfer CNC files with a single click and removing the manual typing errors that had caused problems before.
Key Enabling Technologies
Integration relies on several technical foundations:
- Modbus, PROFINET, EtherCAT, Serial RS-232/RS-422, and CAN handle device-to-device communication
- HMI/SCADA interfaces give operators real-time visibility into machine status and process data
- SQL databases centralize production records for querying, reporting, and traceability
- Middleware bridges legacy equipment and modern systems without requiring hardware replacement
What Are Automated Manufacturing Systems?
Automated manufacturing systems execute production tasks—machining, assembly, end-of-line testing, inspection, material handling—with minimal human intervention, governed by control systems such as PLCs, CNC controllers, robots, and SCADA platforms.
Evolution of Manufacturing Automation
The journey began with the first production PLC (Modicon model 084) in 1968-69 and continuous-path CNC milling machines demonstrated in 1952. Today's Industry 4.0 era features IoT connectivity, smart sensors, and AI-driven analytics handling real-time decision-making across the shop floor. This evolution makes integration essential—more connected devices mean more data to route and act on.
Core Components of Automated Systems
According to the ISA-95 framework, automated systems consist of:
- Sensors and actuators (Level 1): Devices that sense or affect production
- Controllers (Level 2): PLCs and CNC units that execute logic
- HMI interfaces (Level 3): Operator screens for monitoring and intervention
- Communication networks: Infrastructure tying components together
HMI design is where technical architecture meets daily shop reality. A well-designed interface reduces training time and keeps operators focused on production rather than navigating software — which is why Controlink Systems LLC builds its HMIs specifically for shop-floor users, not IT specialists.
The Workforce Reality
Automation doesn't simply replace workers — it reassigns them. Repetitive, physically demanding, or high-precision tasks move to machines. Operators shift into oversight, programming, quality review, and problem-solving roles.
That shift creates new demand for skilled talent. According to the National Association of Manufacturers, 70% of manufacturers say the biggest impact of robotics over the next five years will be the increased need for people to manage automated environments and fill those roles.
The 4 Types of Manufacturing Automation Systems
Manufacturing engineers classify automation into four types based on flexibility and production volume needs.
Fixed (Hard) Automation
Fixed automation uses dedicated equipment built to perform one specific sequence of operations at high speed and volume — automotive engine transfer lines and high-speed stamping presses are classic examples. Key characteristics include:
- High initial investment for custom-engineered equipment
- Extremely high production rates
- Inflexibility to accommodate product variety
- Lowest per-unit cost at scale
The trade-off: exceptional efficiency for single products, but expensive and time-consuming to reconfigure.
Programmable Automation
Programmable automation uses systems controlled by programs — PLC ladder logic, CNC G-code — that can be rewritten to produce different part configurations. This makes them the standard for batch manufacturing. Most CNC machine shops already operate at this level. The real question is whether those programmable machines are talking to the rest of the shop.
Flexible Automation
Flexible automation uses computer-controlled systems — multi-axis machining centers, robotic cells, flexible manufacturing systems (FMS) — that switch between product variants with minimal changeover time. This tier suits high-mix, lower-volume manufacturers. It becomes most powerful when paired with **real-time process monitoring** and data integration, since changeover speed means nothing if you can't verify part quality on the fly.
Integrated (Connected) Automation
Integrated automation represents the convergence of all three prior types with systems integration — machines, process data, quality systems, and business platforms operating as one coordinated system. This is the Industry 4.0 vision: real-time visibility from the spindle to the boardroom. Most shops start at the programmable level and layer in integration over time, connecting one system at a time rather than attempting a full transformation at once.
The 4 Pillars of Automation
Understanding which automation type fits your operation is one part of the picture. The other is knowing how each layer of your system connects — which is exactly what the ISA-95 framework addresses. It defines four functional pillars that map to manufacturing layers:
- Sensing (Level 1): Data collection from sensors and smart devices
- Control (Level 2): Monitoring and supervising physical processes
- Processing (Level 3): Manufacturing operations management and analysis
- Connectivity (Level 4): Integration with business planning and logistics
All four must work together for automation to deliver consistent value. Systems integration serves as the connectivity pillar that ties the others together.
Key Benefits of Combining Automation and Systems Integration
Productivity and Machine Utilization
When machines communicate status, operators and schedulers respond to bottlenecks in real time, preventive maintenance triggers from actual condition data (not fixed schedules), and overall equipment effectiveness (OEE) improves. Discrete manufacturing organizations average 66.8% OEE, while world-class performance reaches 85%+. When used within smart factory contexts, OEE software can improve performance by as much as 21%.
Quality and Scrap Reduction
Integration ensures every CNC machine runs the current, engineering-approved program revision—eliminating hidden scrap costs from outdated files. Automated in-process monitoring flags deviations before a bad part is finished, shifting quality control from end-of-line inspection to real-time process control. Automated defect detection reduces rework costs by 40%.
DNC and process monitoring software directly address the version control side of this problem—eliminating floppy disk risks and ensuring machinists always run the latest approved file, not a stale revision from a shared drive.
Operational Cost Reduction and ROI
Integration and automation cut costs across several direct areas:
- Reduced manual data entry errors
- Lower scrap rates (30% reduction achievable)
- Decreased machine downtime
- Labor redeployed to higher-value tasks
Recent implementations show ROI ranging from 50% to 300%, with flexible automation solutions paying for themselves in under 20 months.

Common Challenges and How to Address Them
High Upfront Investment and Unclear ROI
Capital cost and unclear payback stall projects, particularly for small and mid-sized shops. Nearly half (49%) cite outdated legacy equipment as their top challenge, up from 39% in 2024.
Solution: Start with targeted, high-ROI integrations rather than attempting full factory automation at once. Build a business case using baseline metrics before sizing a solution:
- DNC communications and PLC-to-database connectivity typically deliver fast, measurable returns
- Track current scrap rate, unplanned downtime hours, and program revision incidents
- Quantify the problem first — then scope the solution to match
Legacy System Compatibility
Many shop floors mix CNC machines from multiple decades, each with different communication interfaces. Data interoperability concerns have increased sharply, from 22% in 2025 to 37% in 2026.
Solution: Modern integration platforms support a range of protocols — Modbus, Serial RS-232/RS-422, PROFINET, EtherCAT, CAN — to bridge older equipment with newer systems. Legacy machines rarely need replacement to participate in an integrated network. Controlink Systems LLC, for example, routinely connects mixed-vintage shop floors using multi-protocol software without requiring new machine purchases.
Workforce Readiness and Change Management
Resistance to change remains persistent, with 42% citing organizational culture as a challenge, while 43% point to lack of skilled employees (up from 24% in 2024).
Solution: Involve shop-floor workers early in system design — people adopt tools they helped shape. From there:
- Select HMI platforms built for everyday shop users, not IT specialists
- Follow the ISA-101 standard framework for human-centered display design and operator training
- Pair rollout with hands-on practice to build confidence before going live
The goal is making existing staff more productive, not reducing headcount.
Frequently Asked Questions
What is system integration in manufacturing?
Manufacturing systems integration connects machines, controllers, databases, and business systems so they share data automatically—enabling coordinated workflows, real-time visibility, and reduced manual intervention across the shop floor.
What are automated manufacturing systems?
Automated manufacturing systems are production environments where machining, inspection, assembly, and material handling are performed by machines—CNCs, PLCs, and robots—under programmed control. Humans oversee and manage the operation rather than executing every step manually.
What are the 4 types of automation systems?
The four types are: fixed (hard) automation for high-volume, single-product lines; programmable automation for reconfigurable batch production; flexible automation for high-mix environments; and integrated automation that connects all systems into a unified, data-driven operation.
What are the 4 pillars of automation?
The four pillars are: Sensing (data collection from machines and processes), Control (monitoring and supervising operations), Processing (managing and acting on that data), and Connectivity (integrating systems with broader business platforms). All four must work together for the system to deliver consistent, measurable results.
What is the difference between automation and systems integration in manufacturing?
Automation replaces a manual task with a machine or program, while systems integration connects those machines so their data and outputs flow seamlessly between each other and into broader business systems—integration turns isolated automated machines into a coordinated, intelligent shop floor.
Where should a small CNC machine shop start with automation and systems integration?
Begin by identifying your highest-cost pain points—scrap from wrong program revisions, unplanned downtime, manual data entry—and address them with targeted, lower-risk integrations such as DNC software for CNC program management before expanding to broader automation initiatives.