Introduction
Most manufacturing inefficiencies start on the floor, in the gap between what was planned and what actually gets executed.
When a machinist loads an outdated CNC program from a USB stick, when a supervisor discovers a machine has been idle for two hours, or when a quality issue surfaces only after an entire batch has been scrapped, the root cause is typically the same: poor floor operations management.
The stakes are high. Unplanned downtime costs U.S. manufacturers $50 billion annually, while the Cost of Poor Quality (COPQ) consumes 15% to 40% of sales revenue. Wasted machine time, scrapped parts from outdated programs, and missed delivery deadlines aren't just operational headaches—they directly erode profitability and customer trust.
This guide is written for CNC machine shops, production managers, and manufacturing supervisors who need actionable strategies to bring order, visibility, and efficiency to their shop floor. We'll cover the definition of floor operations, key roles, core functions, best practices, and the technology that turns missed signals into manageable, measurable outcomes.
Key Takeaways
- Floor operations cover all production-floor activities: machining, inspection, material movement, and changeovers
- Unplanned downtime, scrap, and missed schedules bleed profit from shops that lack visibility into floor activity
- Real-time visibility and standardized SOPs close the information gaps that cause delays and defects
- DNC software centralizes CNC program distribution, preventing costly revision errors
- Tracking OEE, scrap rate, and schedule adherence reveals actionable improvement opportunities
What Are Floor Operations in Manufacturing?
Floor operations are all the activities, processes, and decisions that take place on the production floor—from machining and assembly to quality inspection, material movement, and machine changeovers. This distinguishes floor operations from higher-level functions like production planning, sales, or procurement, which happen "above" the shop floor.
From Clipboards to Connected Machines
The evolution from manual, paper-based floor management to connected, software-managed operations has been gradual — but the gap it closes is significant. Despite Industry 4.0 advancements, 81% to 83% of frontline manufacturing workers still rely on paper-based processes for work instructions and tracking.
That reliance creates a real visibility problem: traditional paper-based monitoring means production data can take up to 24 hours to reach decision-makers. Automated systems compress that to roughly one minute.
When operators work from paper travelers and verbal instructions, there's no single source of truth. That leads to:
- Version control errors when drawings get updated mid-run
- Repeated mistakes across shift handovers with no documented correction
- Supervisors discovering problems hours — or days — after they occur
How Floor Operations Fit the Manufacturing Hierarchy
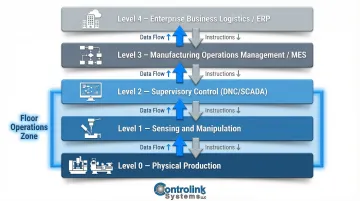
Floor operations reside at Levels 0 through 2 of the ISA-95 (IEC 62264) standard, which defines how manufacturing systems integrate:
- Level 0: Physical production (CNC mills, lathes, Swiss machines)
- Level 1: Sensing and manipulating (machine sensors, spindle probes, actuators)
- Level 2: Monitoring and supervisory control (CNC controls, DNC software, SCADA)
Above this sits Level 3 (Manufacturing Operations Management via MES systems) and Level 4 (enterprise business logistics via ERP). Floor operations connect upward to scheduling and ERP systems by feeding production data, and downward to individual machines and operators by delivering work instructions and programs.
Key Roles and Responsibilities in Floor Operations Management
Production Manager
Production managers oversee work order scheduling, resource allocation, shift planning, and ensuring output targets are met without sacrificing quality. Operating primarily at Levels 3 and 4, they decide how to allocate workers and equipment, analyze production data, and ensure schedules stay on track. The median annual wage for industrial production managers is $121,440.
Shop Floor Supervisor
The shop floor supervisor is the real-time coordinator who resolves machine issues, manages operator dispatch, monitors job progress, and acts as the bridge between management plans and floor reality. Supervisors train new employees on machine operation, troubleshoot complex machining issues, and coordinate daily workflow. When something breaks down or a job falls behind, the supervisor is who the floor turns to first.
Machine Operator/CNC Machinist
Machinists and operators are where plans meet metal. Their core responsibilities include:
- Loading correct programs and verifying part specifications before cutting
- Monitoring feeds, speeds, and tool condition during runs
- Reporting anomalies, deviations, and job progress to supervisors
CNC operators earn a median wage of $51,030, while machinists earn $56,150. Giving operators the right information at the machine—digital work instructions, automated program delivery—directly reduces errors and unplanned downtime.
That investment is increasingly urgent. The U.S. manufacturing sector needs approximately 46,100 new CNC machining workers every year just to keep pace with retirements and occupational transfers. Technologies that simplify setups and shorten the learning curve help shops stay productive despite the ongoing shortage.
Core Functions of Effective Floor Operations
Production Scheduling and Work Order Dispatch
Production scheduling is the backbone of floor operations—how jobs get sequenced, assigned to specific machines, and released to operators. Poorly managed dispatch leads to bottlenecks and idle machines. Currently, 4 out of 5 manufacturers lack end-to-end supply chain planning, creating cascading failures across the shop floor.
In high-mix, low-volume CNC environments, setup time is the primary bottleneck. Transitioning from machine-side planning to offline preparation can yield massive results; one aerospace shop reduced setup time by 42%, achieving the equivalent capacity of an additional machine without buying new equipment.
Machine and Resource Monitoring
Tracking the status of each machine—running, idle, or down—in real time allows supervisors to respond to breakdowns quickly rather than discovering downtime hours later. Manual downtime tracking is unreliable; operators cannot accurately log every micro-stop with a stopwatch. Automated machine monitoring taps directly into CNC controllers to capture spindle-on time and cycle data without operator input. Implementing edge-to-cloud monitoring can reduce the time-to-detect (TTD) unplanned stops to under 2 minutes.
Quality Control at the Floor Level
Inline inspections, scrap reporting, and non-conformance tracking catch quality issues early in the process, preventing costly rework or rejected parts downstream. The financial impact of defects is governed by the 1-10-100 rule: a defect that costs $1 to prevent will cost $10 to detect during internal inspection, and $100 to address if it reaches the customer.
CNC Program and Document Management
Ensuring machinists work from the latest engineering-approved files rather than outdated revisions stored locally or on paper is a critical floor function. Manual program transfers via USB sticks compound the risk on two fronts: 81% of malware detected on USB drives in industrial facilities can disrupt operational technology (OT) systems, and without version control, operators routinely run outdated G-code revisions — leading directly to scrapped parts and rework.
Labor and Shift Management
Tracking who is working on what, managing handoffs between shifts, and ensuring skills are matched to job requirements prevents repeated mistakes and lost context. Poor shift handovers are a common source of production errors. When critical information about job status, machine adjustments, or open quality issues doesn't transfer between shifts, the incoming crew starts from scratch — or repeats the same mistakes.
Effective handover practices typically cover:
- Current job status and remaining cycle counts
- Any machine adjustments made during the shift
- Open quality flags or non-conformances in progress
- Tool wear observations or pending tool changes
Best Practices for Managing Floor Operations
Standardize Work Instructions and SOPs
Documented, step-by-step procedures at each workstation remove ambiguity, reduce training time for new operators, and create a consistent baseline for quality. Visual work instructions—using photos, diagrams, and annotated drawings—are particularly effective for complex setups or multi-step processes, where a single unclear step can derail an entire run.
Implement Real-Time Production Visibility
Move away from end-of-shift reporting and create a system where supervisors can see job status, machine utilization, and output against schedule at any moment during the day. Real-time visibility enables proactive decisions rather than reactive firefighting.
Establish Clear Escalation Protocols
Define exactly what an operator should do when a machine goes down, a quality issue is found, or a program error is suspected. Clear protocols eliminate the hesitation that turns a five-minute fix into a two-hour delay.
Use KPIs to Drive Continuous Improvement
Tracking floor operations metrics regularly surfaces patterns you can act on. The most important metrics include:
- Overall Equipment Effectiveness (OEE): Calculated as Availability × Performance × Quality. Real-world CNC shops typically operate at 55% to 60% OEE, not the often-cited 85% "world-class" benchmark
- Scrap Rate: The percentage of produced quantity that fails to meet quality requirements
- Schedule Adherence: The percentage of jobs completed on time versus the original schedule
- First-Pass Yield (FPY): The percentage of units that complete a process meeting quality guidelines without being scrapped or reworked
- Machine Utilization: The percentage of available time that machines are actively producing parts

Build in Regular Floor Walks and Communication Rhythms
Consistent communication routines create accountability and surface problems before they compound. Build these into every shift:
- Shift briefings — set priorities and flag carryover issues at the start of each shift
- End-of-day supervisor reviews — confirm completions and prepare handoff notes
- Regular floor audits — catch drift in procedures, tooling, or housekeeping before it affects output
Done consistently, these routines keep information moving in both directions — problems reach supervisors faster, and priority changes reach operators before they cause confusion.
How Technology and Automation Transform Floor Operations
From Manual Tracking to Digital Floor Management
The shift from manual tracking to digital floor management tools gives managers accurate, real-time data without requiring someone to physically walk the floor to gather updates. Software that connects machines, programs, and people eliminates the blind spots that paper-based systems leave open.
DNC Software: The Foundation of CNC Program Management
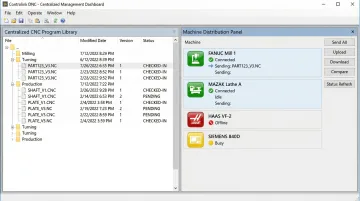
Distributed Numerical Control (DNC) software delivers the correct, engineering-approved CNC program directly to the right machine, cutting a major source of scrap and revision errors. Instead of machinists carrying USB drives or re-typing code, DNC software handles the entire transfer chain:
- Centralizes program storage in a single, controlled repository
- Enforces version control so machinists always run the latest approved file
- Generates automated audit trails for ISO or AS9100 compliance
- Eliminates USB-based transfers that introduce cybersecurity risk
- Provides traceability for every program delivered to the floor
Solutions like Controlink's DNC software were specifically developed with everyday machine shops in mind, enabling shops to reduce scrap while spending more time actually machining parts. Controlink has been building these solutions for machining environments since 1998, which shows in how practical the software is to set up and use.
Machine Monitoring and IoT Integration
Sensors and machine data feeds that report spindle status, cycle times, and fault codes automatically allow supervisors to see utilization rates and downtime causes without manual data entry. Transitioning to automated monitoring can reduce unplanned downtime by 30% to 50%. In one pilot study, automated monitoring increased machine utilization by 24% simply by providing objective, real-time visibility into recurring downtime windows.
Integration with ERP and MES Systems
Connecting floor operations data upstream to production planning and scheduling bridges the gap between what was planned and what was actually produced — making replanning faster and decisions more grounded in real data. According to Deloitte, manufacturers implementing these smart factory integrations see a 10% to 20% improvement in production output and a 10% to 15% increase in unlocked capacity.
Common Challenges in Floor Operations Management
Three challenges come up again and again in shops of every size: disconnected data, uncontrolled program versions, and vanishing institutional knowledge. Each one compounds the others.
The Information Island Problem
When data about machine status, job progress, and quality issues lives in silos—in operators' heads, on paper travelers, or disconnected spreadsheets—managers lose their ability to make proactive calls. The result: repeated mistakes, missed improvement opportunities, and decisions based on yesterday's numbers.
Managing CNC Program Versions Across a Busy Shop Floor
When multiple revisions of a part program exist without a centralized distribution system, the risk of a machinist running an outdated program is high. The cost: scrap, rework, and potential customer returns.
The problem grows worse when programs are stored locally on machine controls or transferred via USB drives. These setups create "ghost" revisions—outdated files that operators unknowingly run, with no system flagging the error.
Skilled Labor and Knowledge Transfer
As experienced machinists retire, tacit knowledge about setups, feeds, and workarounds leaves with them. Given the ongoing shortage of skilled CNC workers, shops can't afford to rely solely on person-to-person training.
The answer is capturing that knowledge in systems before it walks out the door:
- Digital work instructions that document setup steps and known workarounds
- Standardized procedures that new hires can follow without tribal knowledge
- Centralized program libraries that preserve approved settings and parameters
Frequently Asked Questions
What is floor operations management in manufacturing?
Floor operations management is the coordination of all production-floor activities—including scheduling, machine utilization, quality control, and labor—to ensure parts are made correctly, on time, and efficiently. It bridges the gap between planning and execution.
What are the key responsibilities of a floor operations manager?
Core responsibilities include work order scheduling, resource allocation, real-time production monitoring, and quality oversight. A floor operations manager also ensures operators have the correct tools, programs, and instructions—and uses production data to drive continuous improvement.
How does DNC software improve CNC shop floor operations?
DNC software centralizes CNC programs and distributes them directly to machines, so machinists run only the latest approved file. This eliminates USB-based transfers, cuts scrap from outdated revisions, and generates automated audit trails for compliance.
What KPIs are most important for measuring floor operations performance?
Focus on Overall Equipment Effectiveness (OEE), scrap rate, schedule adherence, machine utilization, and first-pass yield. Together, these metrics pinpoint where time and materials are being lost so improvement efforts target the right areas.
What is the biggest challenge in managing shop floor operations?
Lack of real-time visibility is the top challenge. When managers don't have accurate, up-to-the-minute data on machine status and job progress, they are forced to react to problems rather than prevent them, leading to higher downtime and scrap costs.