Introduction
Unplanned downtime costs the world's 500 largest companies approximately $1.4 trillion annually—roughly 11% of total revenues—according to Siemens' 2024 research. For the average large manufacturing plant, that translates to $253 million per year in lost productivity. Yet this figure only captures catastrophic failures.
The cumulative drain of small, recurring inefficiencies—a machinist waiting for a corrected program file, a batch scrapped due to an outdated NC program, a technician manually walking data between machines—often costs just as much or more.
These costs don't announce themselves in quarterly reports. They compound gradually through scrap, rework, missed deadlines, and margin erosion. The American Society for Quality reports that the Cost of Poor Quality (COPQ) consumes 15-20% of annual sales revenue for many manufacturers, with some reaching 30%. The root causes lie in visibility gaps, broken processes, and disconnected systems.
This article breaks down where operational costs actually originate in manufacturing environments and which automation-driven strategies address them at the source. We'll explore cost drivers rooted in decision-making gaps, day-to-day process failures, and disconnected system architecture—then show how targeted automation eliminates each one.
Key Takeaways
- Manufacturing costs compound through scrap, unplanned downtime, manual rework, and poor data visibility—rarely through a single line item
- Process gaps and disconnected systems drive more cost than direct labor or materials alone
- Automation cuts costs by eliminating manual handoffs, locking in repeatable workflows, and giving operators real-time control over machines and data
- Where you automate matters: upfront decisions, workflow management, and system connectivity each carry distinct cost implications
- The goal is targeted automation addressing specific processes leaking time, material, and margin, not a blanket approach
How Operational Costs Typically Build Up in Manufacturing
Manufacturing operational costs rarely appear as a single, visible expense. Instead, they accumulate across dozens of small daily inefficiencies:
- A machinist waiting for a corrected program file
- A batch scrapped because of an outdated NC program
- A technician manually walking data between machines and systems
Each incident looks minor in isolation—15 minutes here, one rejected part there—but the cumulative impact is staggering.
The build-up pattern is gradual and often invisible until a quality audit, scrap report, or end-of-month review forces a reckoning. By then, the cost has already compounded across dozens of cycles. A 2024 analysis of Tier-1 automotive and aerospace suppliers found that program version mismatches—where offline edits weren't synced to the shop floor—contributed to 22% of all scrapped parts.
These costs aren't driven primarily by people, processes, or systems individually. The real culprit is the gap between all three. When operators can't trust the program version they receive, when engineers lack visibility into what's running on the floor, when systems can't communicate without manual intervention, money quietly drains out.
The failure isn't at any single point. It's in the handoffs, the translation steps, and the information gaps that no one owns.
Key Cost Drivers for Manufacturing Operations
Program and File Management Failures
When machinists run outdated or unapproved NC program versions, the result is parts that fail inspection, wasted material, and machine time lost to correction. According to APQC benchmarking, scrap and rework costs the average manufacturer up to 2.2% of annual revenue, while top-performing facilities lose as little as 0.6%. In precision CNC machining, the cost per incident is exceptionally high—ranging from $150 to $900 per part in aerospace and medical manufacturing, and $35 to $120 per part in general job shops.
Version control failures drive a significant portion of this scrap. When engineering makes a change but the shop floor continues running the old program, every part produced is non-conforming. The cost isn't just the material—it's the machine time, the inspection time, the rework labor, and the schedule disruption that follows.
Manual Data Transfer Between Systems
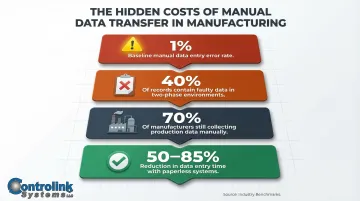
Manual data entry and physical file transfers introduce serious error rates. The numbers compound fast:
- Quality Magazine reports the baseline manual entry error rate is 1% — already one mistake per hundred entries
- In a two-phase shop-floor environment (written down, then typed into a terminal), that rate compounds to 40% of records containing faulty data
- 70% of manufacturers still collect data manually according to a 2024 survey, despite the availability of DNC and machine monitoring software
- Paperless manufacturing systems reduce manual data entry time by 50% to 85%, freeing skilled machinists for value-added work
Those aggregate losses show up clearly at the shop level. In one documented case, manual setups and data handling accounted for 212 hours of non-production time in a single month — 6,900 hours of lost machine capacity annually.
Unplanned Machine Downtime
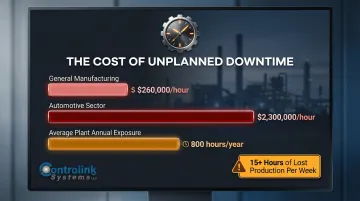
Unplanned stoppages caused by missing programs, miscommunication between engineering and the shop floor, or lack of real-time process visibility carry both direct costs in idle time and indirect costs in schedule disruption. The financial exposure is substantial:
- General manufacturing: average of $260,000 per hour in unplanned downtime costs (Aberdeen Strategy & Research)
- Automotive sector: up to $2.3 million per hour
- Average plant: 800 hours of downtime per year — over 15 hours per week of lost production
Beyond the hourly cost, poor maintenance strategies reduce overall plant capacity by 5% to 20% annually. Most of these losses don't come from catastrophic failures — they accumulate through reactive maintenance cycles, gaps in communication between shifts, and no real-time visibility into what's happening on the floor.
Cost Drivers Vary by Environment
Cost drivers are not equal across all manufacturing environments. A high-mix, low-volume shop faces different exposure than a high-volume repetitive facility. High-mix environments experience:
- Frequent program changes increasing version control risk
- More human touchpoints in the workflow
- Higher setup time as a percentage of total cycle time
- Greater impact from manual data transfer errors
Automation strategies must match the actual driver, not a generic template. A solution optimized for repetitive production may add overhead in a job shop environment, while a job shop solution may lack the throughput capacity for high-volume operations.
Cost-Reduction Strategies Using Business Process Automation
The right automation strategy depends on which cost driver is dominant. Changing what decisions are made, how active processes are managed, or how surrounding systems are integrated will each yield different returns depending on the shop's specific profile.
Strategies That Reduce Costs by Changing Decisions
Many manufacturing cost problems are locked in early: too-narrow automation scope, tools selected without accounting for existing machine communication protocols, or integration with SQL databases and PLCs treated as an afterthought. Poor upfront decisions create costly workarounds later.
Standardize Engineering-Approved File Workflows First
The single most common source of CNC scrap is machinists running the wrong program version. Standardizing on engineering-approved file workflows before implementation, rather than after, prevents this problem at its source. Automating the distribution of approved NC programs is a decision-level change with direct, measurable impact on scrap rates.
This means establishing clear rules about:
- Where the master program repository lives
- Who has authority to approve changes
- How approved programs reach machines
- What happens to obsolete versions
When these decisions are made upfront and enforced through automation, the 22% scrap rate from version mismatches becomes preventable.
Set Clear Automation Scope Boundaries
Automating the right processes (program distribution, end-of-line test data capture, process monitoring alerts) and avoiding over-automation of peripheral tasks ensures faster ROI and lower implementation complexity. Not every manual task needs automation; focus on high-frequency, high-error-risk processes where manual effort creates the most consistent and measurable cost exposure.
Account for Communication Protocols Early
Selecting automation tools without mapping your existing machine communication protocols causes expensive problems downstream. A typical shop runs serial, Modbus, Profinet, EtherCAT, and CAN simultaneously. If your automation platform can't interface with all of them, you'll need custom adapters, middleware, or manual workarounds — each adding cost and time.
Controlink Systems has specialized in CNC/DNC communications since 1998, routinely interfacing with SQL databases, PLC hardware, and multi-axis motion controllers across this full range of protocols. This multi-protocol capability eliminates the need for separate integration layers or costly workarounds when connecting diverse equipment.
Strategies That Reduce Costs by Changing How Operations Are Managed
Implement Real-Time Shop-Floor Visibility
Real-time visibility into what is happening on the shop floor (which machines are running which programs, which jobs are in process, which quality parameters are being met) is itself a cost-reduction tool. Without it, supervisors and engineers are managing by memory or delayed reports, and problems are addressed reactively rather than proactively.
When operators and engineers can see live status, they catch problems before they become scrap events. They identify bottlenecks before they cause missed deliveries. They spot trends in tool wear before catastrophic failure occurs.
Automate CNC/DNC Communications
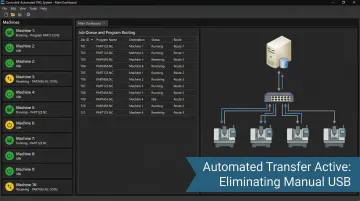
Automating CNC/DNC communications, the process by which NC programs are transmitted directly between engineering systems and machine tools, eliminates the manual transfer steps that cause program errors, version mismatches, and unnecessary shop-floor interruptions. It cuts the "wrong file" scrap problem at the source and reduces the time machinists spend away from their machines.
In one documented case, an automotive manufacturer using manual USB transfers required 15 minutes per program load. Implementing a DNC system reduced this to 20 seconds, eliminating up to an hour of waiting time per incident. The ROI payback was achieved within 2-3 months.
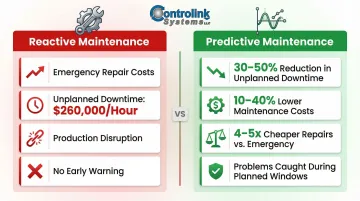
Shift from Reactive to Predictive Maintenance
Automated process monitoring, tracking machine parameters, tool performance, and output quality in real time, shifts maintenance and quality response from reactive to predictive. According to McKinsey and Deloitte, predictive maintenance reduces unplanned downtime by 30-50% and cuts maintenance costs by 10-40%.
Condition monitoring catches degradation before catastrophic failure occurs. Proactive repairs cost 4-5 times less than emergency reactive repairs on the same asset. By addressing problems during planned maintenance windows rather than during production runs, shops avoid the $260,000-per-hour cost of unplanned downtime.
Design User-Friendly HMI Interfaces
If operators can't use the system confidently, automation adds overhead rather than removing it. HMI (Human-Machine Interface) design is a direct cost variable, not an afterthought. Well-designed interfaces reduce training costs and ensure that automation benefits are captured consistently across shifts and skill levels.
The interface should prioritize:
- Clear visual status indicators
- Intuitive navigation requiring minimal clicks
- Contextual information at the point of use
- Consistent design patterns across functions
- Minimal reliance on technical jargon
When operators trust the system and can use it without constant support calls, automation delivers its intended value.
Strategies That Reduce Costs by Changing the Context Around Operations
Address Fragmented System Architecture
In many manufacturing environments, the surrounding system architecture (disconnected machines, isolated data stores, incompatible communication protocols) is the real cost driver. Automation applied within a fragmented infrastructure will underperform because information cannot flow where it needs to go.
The problem isn't the individual machines or systems; it's the gaps between them. When engineering uses one system, production uses another, quality uses a third, and none of them talk to each other, every handoff requires manual intervention. Data gets entered multiple times. Errors compound. Visibility disappears.
Build Unified Data Environments
Linking machines, PLCs, databases, and engineering systems into a unified data environment reduces cost by:
- Eliminating redundant data entry
- Enabling cross-system visibility
- Allowing automated decisions that previously required manual coordination
For example, when the system can automatically route a job to an available machine based on current status, or flag a process deviation by comparing real-time sensor data against stored parameters, coordination overhead drops dramatically.
Controlink's expertise in interfacing with SQL databases, PLC hardware, and multi-axis motion controllers across protocols like CAN, Modbus, and Profinet enables this integration layer in practice. Their solutions connect the systems that need to communicate, eliminating the manual translation steps that consume time and introduce errors.
Invest in Scalable, Modular Architecture
Scalable, modular automation architecture reduces long-term cost by allowing shops to add capability (new machines, new test stations, new monitoring functions) without rebuilding their core system. Shops that invest in flexible integration infrastructure avoid the expensive rip-and-replace cycles that fixed or proprietary automation systems force.
When a new machine arrives, it should integrate into the existing communication and data infrastructure without custom development. When a new quality requirement emerges, the monitoring system should accommodate it through configuration rather than reprogramming. This flexibility accumulates over time, making each incremental improvement faster and cheaper than the last.
Conclusion
Reducing operational costs through business process automation starts with knowing where costs actually originate. Whether the source is decision-making gaps, day-to-day process failures, or disconnected systems, automation only delivers results when it targets those specific problems—not when it's applied broadly.
The shops that achieve the greatest cost reductions are those that:
- Make better upfront decisions about automation scope and system integration
- Automate the high-frequency, high-error-risk processes that drive scrap and downtime
- Build unified data environments that eliminate manual handoffs
- Invest in scalable infrastructure that grows with their needs
Sustainable cost reduction in manufacturing is an ongoing discipline, not a one-time implementation. Monitor what automation reveals, refine what it controls, and extend it as your operation's needs shift. The shops that get this right treat automation as a management tool—one that surfaces where time, material, and margin are still leaking, and gives you a clear path to close those gaps.
Frequently Asked Questions
What types of manufacturing processes benefit most from business process automation?
Repetitive, rule-based, and high-error-risk processes benefit most—such as NC program distribution, end-of-line testing, process monitoring, and data transfer between machines and systems. These are where manual effort creates the most consistent and measurable cost exposure, with documented error rates reaching 40% in two-phase manual data entry environments.
How does automating CNC/DNC communications reduce operational costs in machine shops?
Automating CNC/DNC communications eliminates manual program transfers, ensures machinists always receive the latest engineering-approved files, and reduces scrap and downtime caused by running outdated or incorrect NC programs. Documented cases show program loading time reduced from 15 minutes to 20 seconds, with ROI payback achieved within 2-3 months.
What is a realistic ROI timeline for shop-floor automation in manufacturing?
Shops targeting high-frequency pain points like program errors or unplanned downtime typically see measurable returns within months. Industry research indicates predictive maintenance investments achieve full payback within 12-18 months, with 27% of organizations reaching payback in under 12 months.
Can small or mid-sized machine shops justify the investment in business process automation?
Smaller shops often have more to gain proportionally—a single scrap event or program error hits a larger share of their margin. Modular solutions let shops start at a scale that fits their volume, with payback periods as short as 2-3 months for DNC systems and 3 months for machine monitoring.
How does business process automation reduce scrap and rework costs specifically?
Automation reduces scrap by controlling which program files reach which machines, monitoring process parameters in real time, and flagging deviations before parts are completed. Version control failures contribute to 22% of scrapped parts in Tier-1 suppliers; real-time monitoring catches tool wear and process drift before non-conforming parts are produced.
What is the difference between automating shop-floor processes versus back-office processes in manufacturing?
Shop-floor automation targets machine communication, process control, and real-time quality monitoring—directly impacting production output and material costs. Back-office automation covers planning, scheduling, and financial workflows. Shop-floor investments typically deliver measurable returns in months, while back-office gains tend to materialize over longer timeframes.