Introduction
Modern manufacturing demands precision at every stage—yet many facilities still struggle with unplanned downtime, inconsistent output, and scrap rates that cut into margins. These problems rarely trace back to outdated equipment or untrained operators. More often, they trace back to processes that lack proper control.
When critical variables—temperature, pressure, spindle speed, flow rate—drift outside acceptable ranges, defects multiply, machines fail unexpectedly, and rework costs balloon.
The financial stakes are significant. Unplanned downtime costs Fortune Global 500 manufacturers $1.4 trillion annually—11% of total revenues—while automotive plants lose $2.3 million per hour when production stops. Without structured systems to monitor and adjust variables in real time, even well-equipped shops bleed output and quality they can't recover.
This guide breaks down what manufacturing control systems are, how the three main types work, and what it takes to apply them effectively on the shop floor.
Key Takeaways
- Manufacturing control systems monitor and regulate process variables—temperature, pressure, speed, flow—keeping output within spec
- Continuous, discrete, and batch control each suit different production environments, from oil refining to CNC machining to pharmaceutical batching
- Core components include sensors, controllers (PLCs/DCS/CNC), HMIs, actuators, and integrated software—all communicating across a common network
- Tighter process control means less scrap, less downtime, and more consistent part quality
- DNC software ensures machinists run only engineering-approved programs, preventing costly errors from outdated files
What Are Manufacturing Control Systems?
Manufacturing control systems are integrated technologies and methods that automatically monitor, regulate, and optimize key variables within a production process. Unlike basic automation—which executes fixed sequences without feedback—manufacturing control systems use real-time feedback loops: they continuously measure outputs and adjust inputs to maintain target conditions.
The core principle is the control loop: measure a process variable (spindle speed, temperature, pressure), compare it against a setpoint, calculate a corrective action, and apply it through an actuator. The cycle repeats continuously—not just when something goes wrong.
Manufacturing control systems range widely in complexity:
- Single-loop controllers managing one machine parameter (e.g., temperature of a heat-treating oven)
- Distributed control systems (DCS) coordinating entire facilities with hundreds of interrelated variables
- CNC controllers governing precision machining operations with multi-axis motion control
More than 95% of industrial control loops use PID (proportional-integral-derivative) controllers, the foundational feedback algorithm that adjusts outputs based on error magnitude, duration, and rate of change. That near-universal adoption reflects a practical reality: when feedback is continuous and correction is automatic, process variability drops and manual intervention becomes the exception rather than the routine.

Three Types of Process Control Systems
Continuous Process Control
Continuous control manages processes where materials flow without interruption—chemical processing, oil refining, metal forming, food and beverage production. The system constantly measures and adjusts variables like flow rate, temperature, and pressure to maintain steady-state operation.
Even small deviations in a continuous process compound quickly. A 2°C temperature drift in a chemical reactor can trigger runaway reactions or yield off-spec product. Tight, real-time control is especially critical because corrections must happen immediately to prevent cascading failures.
Discrete Process Control
Discrete control manages individual, countable manufacturing steps with defined start and stop points—assembly lines, stamping operations, packaging, CNC machining. The system tracks each unit or cycle, triggering actions at specific points in the sequence.
This is the most common type in job shops and automotive/aerospace manufacturing. Discrete manufacturing operations average 66.8% OEE (overall equipment effectiveness), with world-class performance (85% OEE) achieved by fewer than 20% of facilities. Discrete control improves OEE by reducing cycle time variability, minimizing setup changeovers, and preventing unplanned stoppages.
Batch Process Control
Batch control manages recipe-driven production where materials are processed in defined quantities through a set sequence—pharmaceutical manufacturing, specialty chemicals, food processing. The system enforces precise ingredient ratios, processing times, and step sequences, with full traceability for each batch.
Unlike continuous processes, batch operations have defined start-end structures with no output between runs. That traceability isn't incidental — in pharmaceutical manufacturing, batch records serve as the primary audit trail for FDA 21 CFR Part 11 compliance and quality dispute resolution.
Open-Loop vs. Closed-Loop (Feedback) Control
| Open-Loop | Closed-Loop (Feedback) | |
|---|---|---|
| How it works | Executes commands with no measurement of outcomes | Continuously measures actual output and corrects deviations |
| Self-correcting? | No | Yes |
| Example | Timer starting a conveyor at fixed intervals | CNC spindle holding 3,000 RPM despite varying cutting loads |
| Best for | Simple, predictable processes | Processes with variability or disturbances |
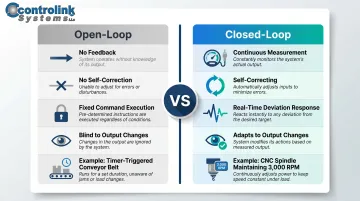
Most modern manufacturing control systems are closed-loop — they adapt in real time rather than following a preset script. Advanced systems add feedforward control on top: anticipating disturbances before they affect output, not just reacting after the fact. Together, feedback and feedforward control push variability lower than either approach alone.
Key Components of a Manufacturing Control System
Sensors and Transmitters
Sensors are the system's eyes—they continuously measure process conditions such as temperature, pressure, vibration, flow rate, and position, converting physical phenomena into data the controller can interpret.
Sensor accuracy and placement are foundational. 30% of installed control loops function poorly because of equipment problems in valves and sensors. Poor instrumentation undermines even the most sophisticated control logic.
Today, 87% of manufacturers collect data on machine health, with 50% collecting at least one critical sensor data point: current, vibration, or temperature. This sensor infrastructure enables predictive maintenance and real-time quality management.
Controllers — PLCs, DCS, and CNC
Controllers are the decision-making layer. They receive sensor data, compare it to target setpoints, and compute corrective outputs using control algorithms (most commonly PID).
Programmable Logic Controllers (PLCs) excel in discrete and sequential control—assembly lines, stamping presses, packaging machines. PLCs execute ladder logic or structured text programs that trigger outputs based on input conditions.
Distributed Control Systems (DCS) suit complex continuous processes—chemical plants, refineries, power generation. DCS platforms coordinate hundreds of control loops simultaneously, managing process-wide interactions.
CNC Controllers govern precision machining operations, executing G-code programs to control multi-axis motion, spindle speed, feed rate, and tool paths with micrometer-level accuracy.
Human-Machine Interfaces (HMIs)
Once controllers make decisions, operators need to see what's happening. HMIs translate system data into operator-readable dashboards—showing real-time process status, alarms, and performance metrics. Intuitive interfaces reduce training time, lower the risk of operator error, and enable faster response to process deviations.
End users may spend up to $10,000 or more to develop a single HMI graphics page. The ANSI/ISA-101.01-2015 standard provides lifecycle guidance to reduce those costs through structured display design. Following it improves operator situational awareness and reduces fatigue during long shifts.
Final Control Elements and Actuation
Actuators—valves, motors, servo drives, relays—carry out the corrective outputs computed by the controller. When a temperature sensor detects a deviation, the controller calculates a correction, and a valve actuator adjusts steam flow to the heating jacket.
The speed and precision of actuation determine how quickly a process returns to setpoint after a disturbance. Slow actuators create lag, allowing deviations to persist longer and product quality to suffer.
Software Integration and Communication Protocols
Modern control systems rely on integration software and standardized communication protocols to connect field devices, controllers, databases, and higher-level systems like MES and ERP.
Key protocols include:
- OPC-UA: Platform-independent data exchange with security and access control
- Modbus: Legacy serial protocol widely used for PLC and sensor communication
- Profinet: Industrial Ethernet standard for real-time I/O and motion control
- EtherCAT: High-performance Ethernet-based fieldbus for deterministic, low-latency control
- MTConnect: XML-based protocol for CNC machine data, enabling structured process data from factory equipment

Connecting these layers gives shop managers real-time visibility into production status, full traceability for quality audits, and the process data needed to act quickly when something goes wrong. ISA-95 (ANSI/ISA-95, IEC 62264) defines the five-level Purdue Reference Model from physical process (Level 0) through ERP (Level 4), providing the standard framework for MES/ERP integration with shop-floor control.
Key Benefits of Manufacturing Process Control
Consistent Quality and Reduced Scrap
When critical variables are held within narrow tolerances, product quality becomes predictable—defect rates drop, first-pass yield improves, and rework is minimized. Process control catches deviations in real time, correcting problems during production rather than discovering them during end-of-line inspection.
Median scrap and rework costs equal 1.0% of sales across 1,008 companies benchmarked by APQC. For manufacturers generating $50 million in annual revenue, that's $500,000 in avoidable losses. Process control directly reduces this waste by maintaining variables within specification limits.
Reduced Downtime and Improved Throughput
Control systems reduce unplanned stoppages by maintaining equipment operating within safe, optimal parameters. When processes stay stable, production runs longer, cycle times are consistent, and overall equipment effectiveness (OEE) improves.
Unplanned downtime accounts for 34.2% of total efficiency losses in discrete manufacturing, the single largest drag on productivity.
Controlled processes also allow manufacturers to run closer to maximum capacity. Deviations trigger alarms before catastrophic failures occur — giving operators time to respond rather than react.
Enhanced Safety and Environmental Compliance
Automated monitoring of hazardous conditions—pressure spikes, temperature exceedances, toxic gas levels—reduces reliance on human reaction time. Safety interlocks and alarm management can trigger shutdowns before thresholds are breached, protecting personnel and assets.
For regulated industries (pharmaceutical, chemical, automotive), manufacturers must document process control procedures to meet regulatory requirements. Key standards include:
- FDA 21 CFR Part 11 — electronic records, audit trails, and validated process controls
- OSHA PSM 29 CFR 1910.119 — process safety management for highly hazardous chemicals
- IATF 16949:2016 — continuous monitoring and traceability for automotive suppliers
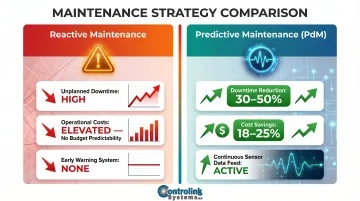
Foundation for Predictive Maintenance
Continuous data collection from control systems enables condition monitoring: subtle shifts in vibration, current draw, or temperature signal developing equipment issues before failure occurs.
Predictive maintenance reduces unplanned downtime by 30-50% and maintenance costs by 18-25% versus reactive approaches. Approximately 50% of firms now have dedicated PdM teams, double the number from five years ago. Process control systems supply the continuous sensor data that PdM teams need — without that real-time feed, condition monitoring is guesswork.
Putting Process Control to Work on the Shop Floor
Manufacturing control systems find their most direct application in CNC machining, stamping and forming, end-of-line testing, and DNC communications.
CNC machining relies on precise control of spindle speed, feed rate, and tool offset to maintain dimensional tolerances. CNC controllers execute G-code programs, adjusting tool paths in real time to compensate for tool wear and material variations.
Stamping and forming operations require tight control of press force and die position. Control systems monitor cycle time, track productivity, and detect anomalies that indicate die wear or misalignment.
End-of-line (EOL) testing systems perform functional verification and dimensional inspection, so products meet specifications before shipment. These systems integrate sensors, actuators, and HMI interfaces to provide real-time pass/fail decisions.
DNC (Distributed Numerical Control) communications distribute engineering-approved CNC programs directly to machines, ensuring machinists always run the latest files. A single unauthorized CNC file change can scrap a part worth $75,000. DNC software is a critical process control layer for CNC shops, eliminating scrap from outdated programs and reducing the time operators spend walking the floor to manage files.
Controlink Systems LLC's DNC and process monitoring software solutions are built specifically for these shop-floor environments, combining CNC/DNC communications with high-speed process monitoring and HMI interfaces designed to reduce training costs and improve productivity.
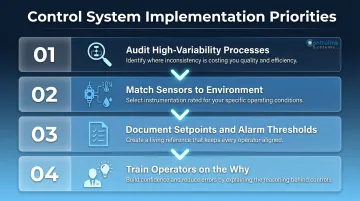
Implementation Priorities
Before deploying any control system, a few priorities determine whether the rollout succeeds:
- Audit high-variability processes first. Target areas where deviations have the greatest financial impact and define measurable success criteria — reduce scrap by X%, cut unplanned downtime by Y%.
- Match sensors to the environment. Temperature sensors must handle heat, vibration sensors need secure mounts, and communication cables must resist electrical noise.
- Document setpoints, alarm thresholds, and override procedures. Operators need clear guidance on acceptable ranges and how to respond when alarms trigger.
- Teach operators the "why," not just the "how." When machinists understand the relationship between process variables and part quality, they make better calls during upsets — not just follow a checklist.
Integration with Broader Shop Systems
Once implementation priorities are in place, the next step is connecting process control data upstream. Linking to SQL databases, ERP, and MES platforms creates a closed loop between the shop floor and business operations — enabling smarter scheduling, real-time quality management, and audit-ready traceability.
Choose control software that supports standard communication protocols to avoid data silos — specifically OPC-UA, Modbus, Profinet, and EtherCAT. ISA-95 defines the standard integration framework for connecting shop-floor systems to enterprise business platforms, cutting the complexity and cost of building those interfaces from scratch.
Frequently Asked Questions
What are manufacturing control systems?
Manufacturing control systems are integrated technologies—sensors, controllers, software, and actuators—that automatically monitor and adjust process variables to maintain consistent, optimal production conditions, reducing variability and manual intervention.
What are the three types of process control systems?
The three main types are continuous, discrete, and batch control:
- Continuous: Manages uninterrupted material flow (oil refining, chemical processing)
- Discrete: Handles individual countable production steps (assembly lines, CNC machining)
- Batch: Manages recipe-driven production in defined quantities (pharmaceuticals, specialty chemicals)
What are the four types of quality control (QC)?
The four types are:
- Process control: In-process monitoring to catch deviations as they occur
- Acceptance sampling: Batch inspection per standards like ANSI/ASQ Z1.4
- Statistical process control (SPC): Data-driven defect prevention using control charts
- Total quality management (TQM): Organization-wide systems such as ISO 9001 and IATF 16949
What is the difference between open-loop and closed-loop control in manufacturing?
Open-loop systems execute commands without measuring outcomes, with no ability to self-correct. Closed-loop systems continuously measure actual output and use feedback to correct deviations, making them the standard for modern manufacturing where precision and consistency are required.
How do manufacturing control systems reduce scrap and downtime?
Process control catches deviations in real time and corrects them before out-of-spec parts accumulate. Stable, monitored processes also reduce unexpected equipment failures, cutting unplanned downtime and improving overall equipment effectiveness (OEE).
What role does DNC software play in manufacturing process control?
DNC (Distributed Numerical Control) software acts as a process control layer for CNC environments. It ensures machines run only the latest engineering-approved programs, eliminating errors from outdated files and removing the need for operators to manually manage program transfers across the shop floor.