Introduction
Production managers in CNC machine shops face a frustrating reality: they're often the last to know when something goes wrong. A critical machine sits idle for 45 minutes before anyone notices. Scrap rates climb on a high-value job because a process parameter drifted out of spec three hours ago. Cycle times balloon because operators are troubleshooting blind, without visibility into what's actually happening at the spindle.
The data to prevent these problems already exists—it's being generated every second by machines, sensors, and controls across the shop floor. The problem is that most shops aren't capturing it, connecting it to production outcomes, or acting on it in time to matter. Recent research shows facilities experience an average of 25 unplanned downtime incidents per month, with recovery times averaging 81 minutes—up from 49 minutes just five years ago.
Factory monitoring closes that gap. By continuously collecting and analyzing data from machines, processes, and production lines, it gives manufacturers the real-time visibility needed to catch problems before they compound—and the historical record needed to prevent them from repeating. This guide covers what to monitor, what it costs to ignore it, and how to build a system that actually works for CNC and precision manufacturing environments.
Key Takeaways
- Factory monitoring tracks machines, processes, quality, and production output in real time across your facility
- It transforms raw shop-floor data into decisions that reduce downtime, cut scrap, and improve OEE
- Modern systems connect sensors, PLCs, and software dashboards to replace manual checks with automated alerts and real-time visibility
- For CNC shops, monitoring includes DNC program usage, spindle utilization, cycle times, and process-critical parameters alongside production counts
What Is Factory Monitoring?
Factory monitoring is the continuous, systematic observation and analysis of all production-relevant activities within a facility. It encompasses machine health, process parameters, quality outcomes, labor performance, and energy use—all with the goal of providing actionable operational visibility.
Unlike manual shift reports or basic production counts, factory monitoring automatically collects and contextualizes data—putting the right information in front of the right people before small problems become costly ones.
Production Monitoring vs. Process Monitoring
Understanding the distinction between these two monitoring types is critical:
Production monitoring tracks what comes out—units produced, throughput, output vs. target, machine uptime, and cycle counts. It answers the question: "Are we making enough parts fast enough?"
Process monitoring tracks the in-process conditions that determine quality—temperatures, pressures, spindle speeds, feed rates, vibration, and cutting forces. Where production monitoring tells you how many, process monitoring tells you how well.
Both are essential for complete factory visibility. Controlink Systems has specialized in high-speed process monitoring and production-level data collection for over 25 years, serving CNC machine shops and precision manufacturers across the US.
Our solutions interface with PLC hardware, single and multi-axis motion controllers, and support protocols including Modbus, Serial, Profinet, and EtherCAT—connecting modern and legacy shop-floor equipment to a single monitoring system.
What a Factory Monitoring System Tracks
Machine and Equipment Monitoring
Machine-level data forms the foundation of any monitoring system:
- Uptime and downtime — when machines are running vs. stopped
- Idle time — machines powered on but not producing
- Cycle time — actual time per part vs. target
- Output rate — parts per hour compared to planned capacity
- Machine alarms — fault codes and error messages
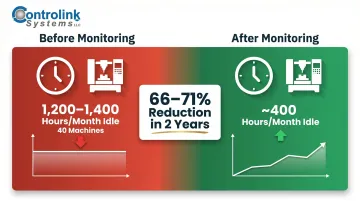
This data reveals utilization patterns, identifies bottlenecks, and quantifies the true cost of unplanned stops. One CNC shop using monitoring software reduced average idle time from 1,200–1,400 hours per month to ~400 hours across 40 machines—a 66–71% reduction over two years.
Process Parameter Monitoring
In high-precision environments like CNC machining, stamping, and automated assembly, tracking in-process variables is critical:
- Spindle speed and feed rate
- Tool wear indicators
- Pressure and temperature
- Vibration and acoustic emission
- Conveyor speed and part position
These parameters predict quality problems before they become scrap. When a grinding wheel starts to load or a cutting tool begins to dull, process monitoring detects the deviation immediately. Operators can intervene before an entire batch is compromised.
Quality Monitoring
Factory monitoring captures quality data in real time:
- Defect rates and scrap counts
- Pass/fail results from inline inspections
- Dimensional measurements from gauging systems
- First-pass yield percentages
Real-time quality data enables operators to intervene mid-run rather than discovering problems at final inspection. Industry benchmarks show the median cost of poor quality is 2.85% of revenue—a significant cost driver that process monitoring directly addresses.
Labor and Operator Performance Monitoring
Monitoring systems track time-on-task, adherence to work instructions, and operator-reported downtime reasons. This data supports workers in doing their jobs correctly and gives supervisors a clear picture of where workflow improvements are actually needed — not guessed at.
Energy Consumption and Material Usage Monitoring
Tracking energy per machine or shift and raw material consumption per job provides insight into hidden cost drivers and sustainability metrics, data that directly affects profitability and environmental reporting requirements.
The Business Case: Why Factory Monitoring Matters
Reduced Downtime Through Real-Time Alerts
Automated alerts trigger the moment a machine stops—or before it stops, based on anomaly detection. Maintenance and operators respond in minutes rather than hours.
The stakes are high: 83% of industry decision-makers report unplanned downtime costs at least $10,000 per hour, with 76% estimating up to $500,000 per hour. In automotive plants, the figure reaches $2.3M per hour. Without real-time alerting, the average recovery time after an incident is 81 minutes—time that monitoring systems can dramatically reduce.
Scrap and Quality Cost Reduction
Real-time process and quality monitoring catches deviations mid-run rather than at final inspection. When a critical dimension starts trending toward the upper or lower tolerance limit, the system alerts the operator immediately—before parts fall outside spec.
Without that alert, the damage surfaces at final inspection: 200 scrapped parts and a process parameter that drifted two hours ago with no one the wiser.
Improved OEE (Overall Equipment Effectiveness)
Catching defects mid-run is only part of the picture. OEE ties quality, speed, and availability into a single productivity metric with three components:
- Availability — actual runtime vs. planned runtime (accounts for downtime)
- Performance — actual cycle time vs. ideal cycle time (accounts for speed loss)
- Quality — good parts vs. total parts (accounts for defects and rework)
Factory monitoring provides the data to calculate and systematically improve each component. World-class OEE for discrete manufacturers is 85%; typical OEE is around 60%. Without accurate monitoring data, OEE calculations are guesses rather than tools for improvement.

Better Decision-Making and Resource Allocation
Complete production visibility allows plant managers to:
- Identify bottlenecks and reallocate machine capacity
- Make capital investment decisions (add a shift vs. add a machine) based on actual utilization data
- Schedule preventive maintenance during planned downtime, not during production runs
- Quote jobs accurately based on real cycle times and setup rates
Shift From Reactive to Predictive Maintenance
Continuous machine and process data collection enables a move from time-based preventive maintenance to condition-based or predictive maintenance. Components get replaced based on actual wear indicators—vibration trends, temperature patterns, power draw, and pressure readings—rather than fixed calendar intervals.
That shift reduces unnecessary maintenance labor while catching real failures before they cause unplanned stops. Facilities using real-time dashboards for operational visibility saw 2.5x faster time-to-decision and 2x higher real-time visibility compared to non-users.
How Factory Monitoring Works: The Data-to-Action Cycle
Step 1 – Data Collection at the Source
Modern factory monitoring uses multiple data collection methods:
Sensors and instrumentation:
- Vibration sensors
- Temperature probes
- Proximity and position sensors
- Pressure transducers
- Force measurement devices
Direct PLC and controller connections:
- MTConnect — an open, read-only standard specifically for manufacturing equipment (ANSI/MTC1.4-2018), used on over 250,000 devices worldwide
- OPC UA — the IEC 62541 international standard for industrial data exchange
- Modbus RTU/TCP for device-level connectivity
- PROFINET — which added 10.6M nodes in 2023 alone
- EtherCAT for high-speed motion control applications
Manual input terminals:
- Barcode and RFID scanners
- Operator HMI input for downtime reasons, quality checks, and job start/stop
Controlink Systems routinely interfaces with PLC hardware, single and multi-axis motion controllers, and supports all major communication protocols—making it possible to connect both modern and legacy shop-floor equipment to a unified monitoring framework.

Step 2 – Data Transmission and Storage
Data moves from the machine level to a central system via wired networks, Wi-Fi, or edge devices. It's stored with contextual tags—machine ID, batch number, operator, timestamp—that make it searchable and analyzable.
Those tags are what Step 3's business logic acts on — turning a raw cycle-time number into a meaningful OEE data point tied to a specific machine, shift, and operator.
Step 3 – Data Processing and Analysis
Software layers apply business logic to raw signals:
- Cycle time calculations
- OEE scores
- Downtime categorization by reason
- Trend analysis (are cycle times drifting?)
- Statistical process control for quality metrics
The result is a structured picture of production performance — ready to surface in dashboards, alerts, and reports.
Step 4 – Visualization, Alerts, and Reporting
The output layer delivers information to the people who need it:
- Real-time dashboards visible on shop-floor monitors
- Role-specific views — operators see machine status; supervisors see downtime reasons and OEE by shift; managers see trend data and exception reports
- Automated alerts sent to phones or tablets when thresholds are breached
- Scheduled reports for shift reviews and management meetings
Controlink Systems designs HMI interfaces with the shop floor in mind: minimal training overhead, clear layouts, and role-appropriate views that give every user exactly what they need to act.
Implementing Factory Monitoring in Your CNC Shop: A Practical Roadmap
Phase 1 – Define the Problem and Scope
Start by identifying the single biggest pain point:
- Unexplained downtime on a critical CNC cell
- High scrap rates on a specific operation
- Inability to track which DNC program versions are in use
Pilot monitoring on one machine or line before a full plant rollout. This reduces risk, builds operator buy-in, and gives you measurable ROI before committing to a full deployment.
Phase 2 – Choose Your Data Sources and Connectivity Approach
Your two main data collection approaches:
- Automated inputs: Sensors, PLC connections, and CNC machine protocols that capture data without operator intervention
- Manual operator input: Downtime reason codes, quality flags, and shift notes entered directly by your team
Most shops get the best results combining both.
For CNC machine shops specifically, DNC communications that confirm which program version is running on which machine are a critical and often overlooked data source. This feeds directly into quality and process monitoring by preventing scrap caused by outdated or incorrect program files.
Phase 3 – Select Software and Build Dashboards for Your Team
Monitoring software must be configured to surface the right data to the right people:
- Operators need simple, clear real-time status
- Supervisors need downtime reasons and OEE by shift
- Managers need trend data and exception reports
Prioritize software with user-friendly HMI interfaces. If operators find the system confusing or cumbersome, they'll work around it — and you'll lose the data quality the whole system depends on. Controlink Systems builds its interfaces specifically for shop-floor environments, keeping displays simple enough that adoption isn't a project on its own.

Frequently Asked Questions
What is factory process monitoring?
Factory process monitoring focuses on tracking in-process variables—temperatures, pressures, spindle speeds, feed rates—that control whether a manufacturing operation produces good parts. It's distinct from production monitoring, which tracks output quantities and throughput rates.
What are the most important KPIs to track in factory monitoring?
The most-tracked metrics include:
- OEE (Availability, Performance, Quality)
- Machine uptime/downtime and cycle time vs. target
- First-pass yield and scrap rate
- Spindle utilization and program revision compliance (CNC environments)
What is the difference between production monitoring and process monitoring?
Production monitoring tracks what comes out—units produced, throughput, output vs. target. Process monitoring tracks the in-process conditions that determine quality—spindle speeds, temperatures, pressures, vibration. Both are needed for complete factory visibility.
How does factory monitoring help reduce scrap and downtime?
Real-time monitoring catches process deviations and equipment anomalies as they happen—before they result in scrap or unplanned stops. Historical data then enables root cause analysis, fixing recurring issues at the source rather than responding to them after the fact.
What role does CNC/DNC communication play in factory monitoring?
DNC (Distributed Numerical Control) communication ensures CNC machines receive the correct, engineering-approved program files and allows monitoring systems to confirm which program revision is running. This prevents a major source of scrap and rework in precision machining environments—wrong or outdated programs producing out-of-spec parts.
How long does it take to implement a factory monitoring system?
A pilot on a single machine or production line can often be operational in days to weeks. A full plant rollout depends on the number of machines, existing connectivity, and integration requirements. Starting with a focused pilot is recommended to demonstrate value quickly before scaling across the facility.
Ready to unlock real-time visibility in your shop? Controlink Systems has been developing factory monitoring, process control, and CNC/DNC communication solutions since 1998. Contact us at (800) 838-3479 or support@controlinksystems.com to discuss your monitoring needs.